Human Factors: Production Errors on a SAR AW139 Helicopter Full Ice Protection System (Swedish Maritime Administration SE-JRH)
Swedish Maritime Administration (SMA) Leonardo AW139 SE-JRH was returning to its base in Umeå from a Search and Rescue (SAR) training mission on 9 November 2014. About 10 minutes from landing a caution was displayed for a tail rotor Full Ice Protection System (FIPS) failure. The crew asked for a priority landing and landed safely shortly after.

Swedish Maritime Administration Leonardo AW139 SE-JRH (Credit: SHK)
The Swedish Accident Investigation Board (the Statens Haverikommission [SHK]) explain in their report:
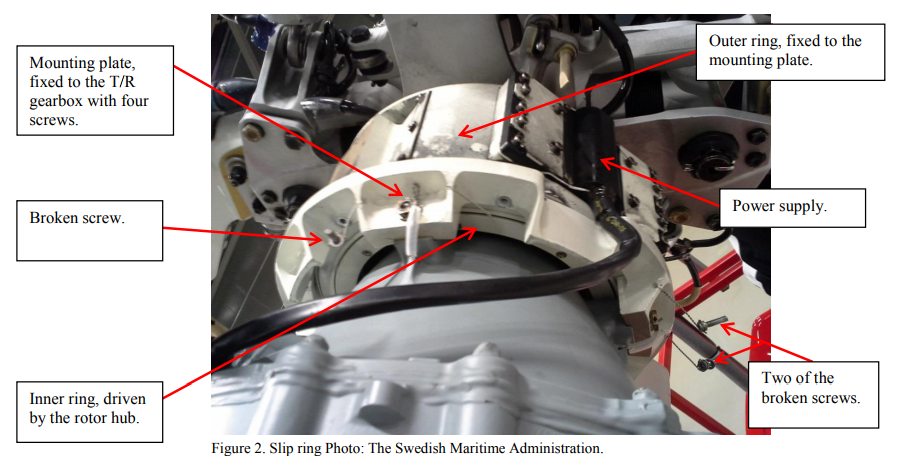
After engine shut down…it was discovered that the slip ring, which in its entirety weighs 5.9 kg and which was mounted adjacent to the tail rotor, had come loose…The slip ring was prevented by the electrical harness from coming into contact with the moveable parts of the tail rotor.
A seriously damaged tail rotor…can result in a catastrophic condition and this must therefore be considered a serious incident.
The SHK Investigation
The slip ring is produced in the USA under a Federal Aviation Administration (FAA) Part Manufacturer Approval (PMA).
The slip ring constitutes…is intended to transfer electrical current from the helicopter’s solid structure to the heated up parts of the rotating tail rotor blades. FIPS allows the pilot to fly into weather which entails a risk of ice formation.
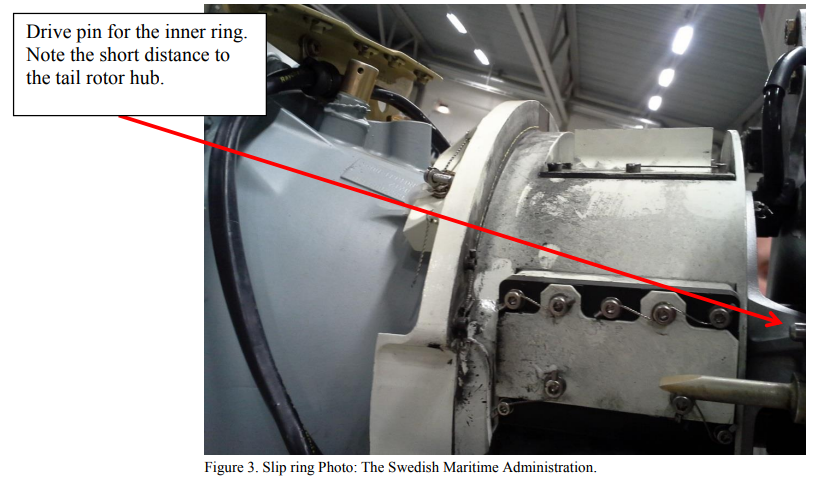
The slip ring consists of the following parts: mounting plate, outer ring with electrical connections, carbon brush holder and inner ring driven by the tail rotor hub. The mounting plate is fixed with four screws to the tail rotor gearbox and to the outer ring with eight smaller screws. From the inner ring, separate electrical cables are led to the respective rotor blade’s anti-icing coating.
The mounting plate and the rest of the slip ring are made of an aluminum alloy and the screws of a steel alloy with a high tensile strength.
On examination they found that the screws had all failed in fatigue:
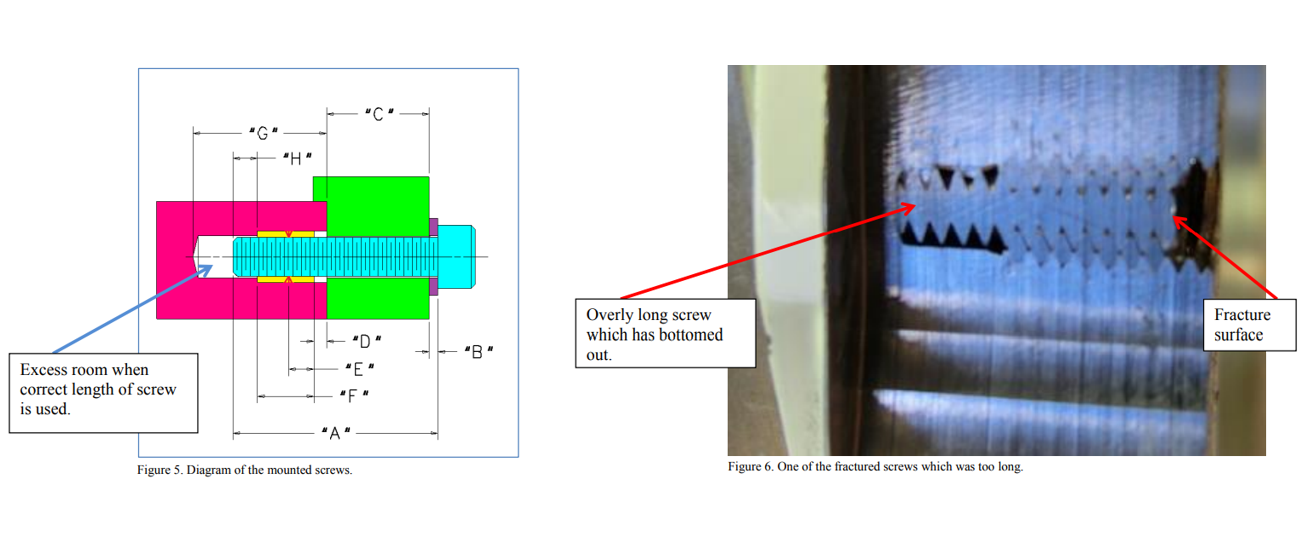
The formation of the fracture began in the thread bottom, roughly 16 mm from the screw head of all screws, which also show signs of final fracture. According to the Exova [laboratory] examination, the likely cause of the fatigue fracture is excessively low prestressing of the screws.
During the dismantling and subsequent examination, it was established that the wrong type of screws were used when attaching the mounting plate to the slip ring. These screws were 4 mm longer than those intended for the position, which meant that they bottomed out in the screw holes.
Apart from the length, these screws were identical to the correct ones. The incorrectly mounted screws were of the type used for the lid on the power connection (see figure 2).
The use of incorrect screws was a feature of one infamous accident to a British Airways BAC One-Eleven, G-BJRT, over Didcot, on 10 June 1990 (re-analysed in Beyond Aviation Human Factors: Safety in High Technology Systems). A panel of the windscreen failed at 17,400 feet sucking the aircraft’s captain, halfway out of the aircraft.
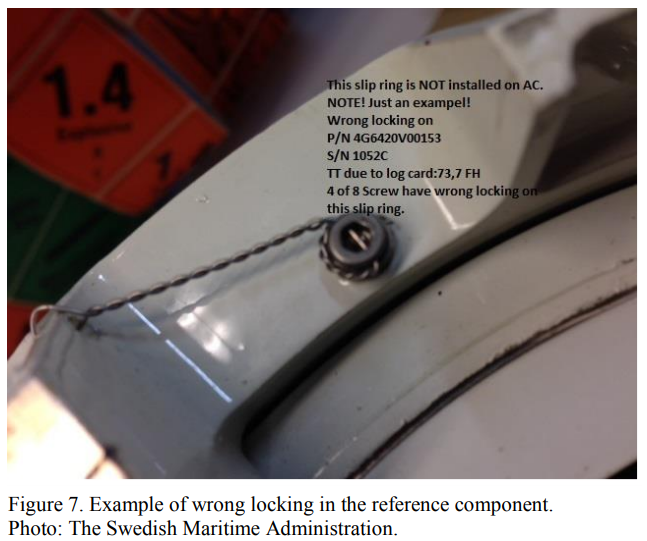
It was also noticed that a significantly lower tightening torque than that prescribed was required to loosen all eight screws on one of the reference slip rings. SHK has taken into account the great difficulty of determining the amount of tightening torque that was actually applied. Furthermore, the majority of lock-wires for the screws on both reference slip rings were set in the wrong direction.
No other faults in the slip ring could be found.
The Swedish Maritime Administration had previously suffered “less serious faults found in the sliprings, and decided to remove them from all AW139 helicopters in operation”.
Once AgustaWestland and the manufacturer of sliprings had carried out a number of modifications to these, the Swedish Maritime Administration decided to reinstall them. This incident involved the first of these reinstallations; the slipring had an operating time of 27 hours at the time of the incident.
The SHK go on to explain:
There is a bi-lateral agreement between the EU and the USA which is put into force 1 May 2011, which means among others that new parts manufactured under a PMA are accepted to be installed in an aircraft without special approval within the EU, on the condition that the part is not considered to be critical. For parts considered to be critical, a special approval must be issued by EASA. The slip ring in question has not been assessed to be a critical part of the aircraft. EASA is not authorized to perform supervisional oversight on the manufacturer; the responsibility for this is incumbent on the FAA.
In order to obtain a PMA it is necessary, in accordance with FAA part 21 subpart K, that the applicant, among other things, must make all inspections and tests necessary to determine compliance with the applicable airworthiness requirements, and that the manufacturing processes, construction and assembly conform to those specified in the design (§ 21.303). The applicant must also describe how its organization will ensure compliance with the provisions of this subpart (§ 21.305). There must also be a quality system and a quality manual (§§ 21.307 and 21.308). The quality system must meet the requirements of § 21.137, which includes a Manufacturing process control, i.e. procedures for controlling manufacturing processes to ensure that each product and article conforms to its approved design.
SHK Analysis
The fact that the examined screws which fixed the slip ring to the mounting plate were too long meant that these bottomed out in the screw holes before the correct clamping force was achieved. Due to this, the friction between the slip ring and the mounting plate was lower than intended, which in turn meant that the screws were overloaded and finally broke from fatigue.
The screws used for mounting were very similar to the correct ones, which may explain why the wrong screws were used when assembling the component. The only difference was that the screws used were 4 mm longer than the ones that should have been used.
It is the SHK’s opinion that the selected type of screws introduced risks for human errors.
In addition, the investigation has revealed that too low a tightening torque was applied and lock-wires were set in the wrong direction. Despite this an FAA form 8130-3 was issued. This combination of conditions means that it can be questioned as to whether the component manufacturer worked in the manner laid down in FAA Part 21, subpart K.
Safety Actions
Following the incident the type certificate holder, AgustaWestland, has published a Technical Bulletin, TB 139-404, which prescribes inspections and among other items changing certain screws in the slip ring.
The manufacturer of the slip rings has announced that they have introduced procedures for ensuring that the correct length of screw is used when assembling the component. An independent inspection is also used in order to verify that the correct screws have in fact been used. These measures are also employed in other areas of the manufacturer’s production.
After the issued of TB 139-404, in July 2015 EASA issued Airworthiness Directive (AD) 2015-0155. EASA stating:
A report was received that, during an inspection accomplished on the tail rotor (TR) slip ring of an AW139 helicopter, the TR slip ring body was found detached from the supporting flange. The screws connecting the mounting flange and the slip ring body were found loose and broken. A similar event was reported on another AW139 helicopter where, during a scheduled inspection, three screws were found missing from the TR slip ring, which was partially loose from the tail rotor gearbox support. Subsequent technical investigation revealed that the torque of the screws was improperly low. The TR slip ring manufacturer established that this had been caused on the production line by improper installation of the affected screws on a number of TR slip rings. This condition, if not detected and corrected, could lead to other events of detachment of the TR slip ring, possibly resulting in reduced control of the helicopter.
In January 2016 the FAA issued 2016-01-06.
Safety Recommendations
Whilst the component manufacturer has taken measures after the incident, i.e. introduction of new procedures and independent inspections, the scope of the faults has prompted the authority to recommend that the FAA assess the need for more effective oversight of PMA holders.
The SHK recommended that the FAA assess the need of more effective oversight of PMA holders so that:
- Compliance with the applicable authority requirements and internal procedures is ensured. (RL2015:12 R1)
- All manufactured parts are airworthy upon signing of the FAA Form 8130-3. (RL2015:12 R2)
The FAA responded in May 2017. Although the SHK made a general recommendation the FAA responded only on the specifics of the PMA holder making this specific part. The SHK has since accepted that response.
Other Safety Resources
- UPDATE 15 Sept 2018: Eclipse 500 Landing Gear Production Defect
- UPDATE 18 June 2019: ERJ175 NLG Uplock Spring Production Defect
- UPDATE 28 June 2019: Tail Rotor Lightning Strip Damages AW139 Main Rotor
- UPDATE 11 May 2020: European Search and Rescue (SAR) Competition Bonanza
- UPDATE 18 November 2020: Embraer ERJ-190 EWIS Production Quality a Factor in Fire
- UPDATE 17 September 2022: Canadian B212 Crash: A Defective Production Process
SAR Consultancy: Procurement, Tenders, Contacts and In-Service Assurance and Aviation Advice
In September 2017 one European Coast Guard selected Aerossurance to be their new aviation consultants after a competitive tender with 7 bidders. In July 2018 Aerossurance started work supporting a second European Coast Guard with a procurement project. The Aerossurance team is and has supported humanitarian aid agencies, air ambulance charities, military air arms, environmental agencies and blue chip energy companies on other emergency service and special mission aviation projects around the world.
The Tender Trap: SAR and Medevac Contract Design: Aerossurance’s Andy Evans discusses how to set up clear and robust contracts for effective contracted SAR and HEMS operations.
Aerossurance will be presenting at the Royal Aeronautical Society (RAeS) Human Factors in Aircraft Maintenance conference on 2 November 2017 in London. Our topic is: Helicopter Flying Control Maintenance HF Accidents: A Human Centred Design Opportunity
Aerossurance is also pleased to be supporting the annual Chartered Institute of Ergonomics & Human Factors’ (CIEHF) Human Factors in Aviation Safety Conference for the third year running. We will be presenting for the second year running too, this time on the subject of the FSF‘s Maintenance Observation Programme concept.
This year the conference takes place 13 to 14 November 2017 at the Hilton London Gatwick Airport, UK with the theme: How do we improve human performance in today’s aviation business?
Aerossurance is pleased to be both sponsoring and presenting at a Royal Aeronautical Society (RAeS) Human Factors Group: Engineering seminar Maintenance Error: Are we learning? to be held on 9 May 2019 at Cranfield University.
Recent Comments