Ignoring Corrosive Environment Brings Down B206 Helicopter
An operator that ignored the Rolls-Royce M250-C20 Series Engine Operation and Maintenance Manual classification of their entire island operating location as a “severe corrosion operating environment” and failed to do the associated maintenance requirements suffered the loss of the their Bell 206B3.

Video Footage Stills of Accident from Spray Operator Position (Credit: ASC)
Emerald Pacific Airlines B206B3 B-31019 was hovering at low altitude jet washing high voltage power line insulators 15nm SW of Taichung Airport, Taiwan when it suffered a loss of engine power and forced landing. The aircraft was substantially damaged and the pilot and spray operator suffered minor injuries.

Wreckage Emerald Pacific Airlines B206B3 B-31019 (Credit: ASC)
The Aviation Safety Council (ASC) of Taiwan concluded that:
The aircraft loss of engine power was determined the separation of the 3rd stage blade of engine compressor.
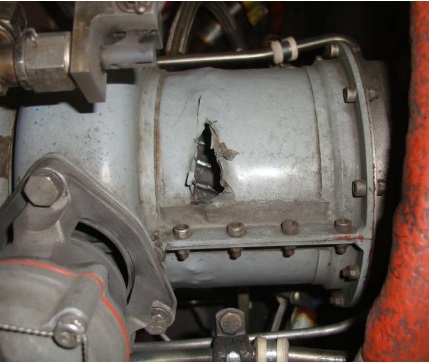
Uncontained RR M250 Compressor Failure (Credit: ASC)
The probable causes of blade separation are:
1) an airfoil fracture initiating in a corrosion pit, which then progressed in high cycle fatigue until the blade separated in overload, or
2) blade tip rub caused by delamination of the case plastic lining due to corrosion underneath the vane outer band.
Stage 3 Stator Guide Vane Corrosion (Credit: ASC)
The probable cause of the corrosion of the compressor is the improper compressor maintenance during operation in a corrosive environment. The M250-C20 Series engine Operation and Maintenance Manual contains warnings that: salt laden humidity and chemicals will corrode compressor blades and vanes and cause them to fail.


Wreckage Emerald Pacific Airlines B206B3 B-31019 (Credit: ASC)
Ironically (considering its mission) the operator should have been conducting an after last flight of the day engine wash and also did not follow the engine preservation procedure required when the aircraft had not flown for more than 5 days. The ASC also said:
The aircraft operator did not follow the procedures to inspect the erosion and corrosion of the compressor blades and vanes when performing the 300 Hour inspection of compressor. It missed the chance to detect the serious corrosion of the compressor during the last time inspection before occurrence.
The ASC also note that the operator did not adjust the default 300 hour periodicity in their Maintenance Programme and had overrun it on at least one occasion.

Corrosion Found on the Compressor Fitted to another EPA B206, B-31127 (Credit: ASC)
They ASC highlight deficiencies in knowledge of engine maintenance within both the operator and the regulator (the Civil Aeronautics Administration). Other than shortcomings in training they do not analyse the underlying cause of these shortfalls.
UPDATE 2 February 2017: TSB Canada release a report on a similar accident.
UPDATE 5 February 2017: Our new article Fatal Low Altitude Hover Power Loss: Power Line Maintenance Project looks at how an engine compressor failure while installing power line markers in Canada resulted in that unsurvivable impact and fire.
Another Example: Canadian Accident with LTS101 Engine
Another example of failure to follow corrosion protection procedures can be found in the Canadian Transportation Safety Board (TSB) report into the loss of Eurocopter AS350B2 C-FLUK on 1 July 2007.
Both personnel aboard the helicopter, which was operating in support of seismic survey operations in Saskatchewan, died when the engine suddenly failed while flying over a lake (emphasis added):
The helicopter had been modified by a Transport Canada approved Soloy Aviation Ltd. supplementary type certificate (STC) number SR01647SE. The STC authorizes the replacement of the originally supplied TurbomecaArriel engine with a HoneywellLTS-101-700D-2 engine.
The engine was a rental engine and had been installed on 17 June 2007.
The engine’s number three bearing failed, resulting in a rearward movement of the power turbine shaft which cut the engine’s Py line.
Number 3 Bearing (Credit: TSB)
As a result, the engine’s rotational speed decreased to about ground idle speed, which is insufficient to sustain flight.
The engine had been in storage and was not operated during the period from 28 May 2004 to 06 June 2007. Both the number two and number three bearings examined were in the engine during this period of time.
When an engine is stationary over a period of time in the presence of moisture, corrosion pitting can occur. To prevent corrosion, the manufacturer’s engine maintenance manual identifies the degree of preservation based on the length of time the engine will be idle. When the engine is to be idle for more than 180 days, the permanent storage procedures are to be followed. If the engine is also to be installed in a shipping container, then additional procedures must be followed.
The manufacturer could not provide any records as to whether the engine had been preserved during the time period from 28 May 2004 to 06 June 2007.
Findings as to Causes and Contributing Factors
The number three bearing of the engine’s power turbine failed and engine power was automatically reduced to about ground idle, requiring the pilot to conduct an autorotation. The bearing likely failed when corrosion pitting occurred during a period where the required storage procedures were not followed.
The pilot conducted a forced landing into the lake because the en route altitude selected was too low to permit an autorotation to shore, because the pilot’s response to the engine power loss slowed the establishment of an effective autorotation toward the shore, or because he was attempting to land near the shoreline of the lake in response to the first indication of the impending bearing failure.
The pilot likely misjudged the height of the helicopter above the water and executed the flare and landing prematurely. Premature initiation of the flare would result in the loss of the kinetic energy of the main rotor blades at a height from which the pilot would have been unable to control the water landing.
Finding as to Risk
Although regulations require pilots to fly the helicopter at a distance and height that would enable an autorotation to shore, there is no information provided in the basic flight manual with respect to glide ratios.

Earlier Emerald Pacific Airlines Accident
The ASC are still investigating a fatal accident in involving EPA B206B3 B-31127 that collided with power lines while manoeuvring during another wash mission on 22 November 2015.
UPDATE 29 November 2016: The ASC released their final report:
Findings related to probable causes:
- After completion of the insulators cleaning work on Tower #24, the flight crew did not keep sufficient situation awareness to the condition of the obstacles near the operating environment. As a result, the aircraft collided with the nearby power transmission cable at the time of departure and crashed.
- Standard operation procedures regarding the standard call and conformation may not be followed by the flight crew during the operational and departure phase. The water cannon operator may also not assist the captain in inspecting nearby terrain and obstacles.
Findings related to risk:
- The crew resource management (CRM) training of Emerald Pacific Airlines did not have the practical trainings which were based on standard operating procedures (SOP).
- The Emerald Pacific Airlines flight manual did not specify the detailed procedures related to the entry and departure, operating techniques and the mission abort criteria of the insulator cleaning operations, which affected the safety of operation.
Eleven safety recommendations were raised, including one on light weight flight data recorders.
UPDATE 10 June 2017: Emerald Pacific Airlines suffered a further fatal accident during aerial filming with B206B B-31118.
Organisations who seek to contract aircraft for air services should be aware that aircraft type training and type ratings are not required for maintenance personnel in all nations (including the US) for this size of aircraft and that effective maintenance organisation quality systems, operator continuing airworthiness management and regulator oversight is not a given globally.
The Tender Trap: procuring aviation services
Other Aerossurance articles include:
- Bell 429 TR Pitch Change Link Bearing Failure: Bell Helicopter issues an Alert SB but it takes 6 months for an ‘Emergency’ AD and compliance by the operator.
- Fatal H500 /369D Low Altitude Hover Power Loss: Power Line Maintenance Project: An engine compressor failure while installing power line markers resulted in an unsurvivable impact and fire.
- Tool Bag Takes Out Tail Rotor: Fatal AS350B2 Accident, Tweed, ON: TSB say four died when a tool bag came loose and struck the TR of a helicopter carrying workers of an electricity utility company.
- The Tender Trap: procuring aviation services
- UPDATE 7 February 2020: S-61N Damaged During Take Off When Swashplate Seized Due to Corrosion
Recent Comments