Police Airbus EC135T1 Main Rotor Actuator Tie-Bar Failure (VP-CPS, Cayman Islands)
On 26 February 2019 Airbus Helicopters EC135T1 VP-CPS of the Royal Cayman Islands Police Service (RCIPS) was damaged on take off at Owen Roberts International Airport, in the Caribbean Cayman Islands. The RCIPS Air Operations Unit (AOU) was formed in March 2010 with VP-CPS, a 1999 EC135 that had previously served with the East Midlands Air Support Unit as G-EMAS. VP-CPS was withdrawn from service after the accident. RCIPS now have two H145s.
The Accident Flight
The UK Air Accidents Investigation Branch (AAIB) describe in their safety investigation report that at the start of a combined training and search flight…
…the pilot lifted the helicopter to a height of approximately 4 feet…and felt the cyclic control stick shake and then a strong rearwards force, which he was unable to overcome. The pilot immediately lowered the collective lever, landing heavily, and moved both throttle twist grips to idle, switched off the engines and applied the rotor brake. A maintenance team arrived at the helicopter and found damage to the landing gear, tail boom, Fenestron shroud and the transmission deck.
The Safety Investigation
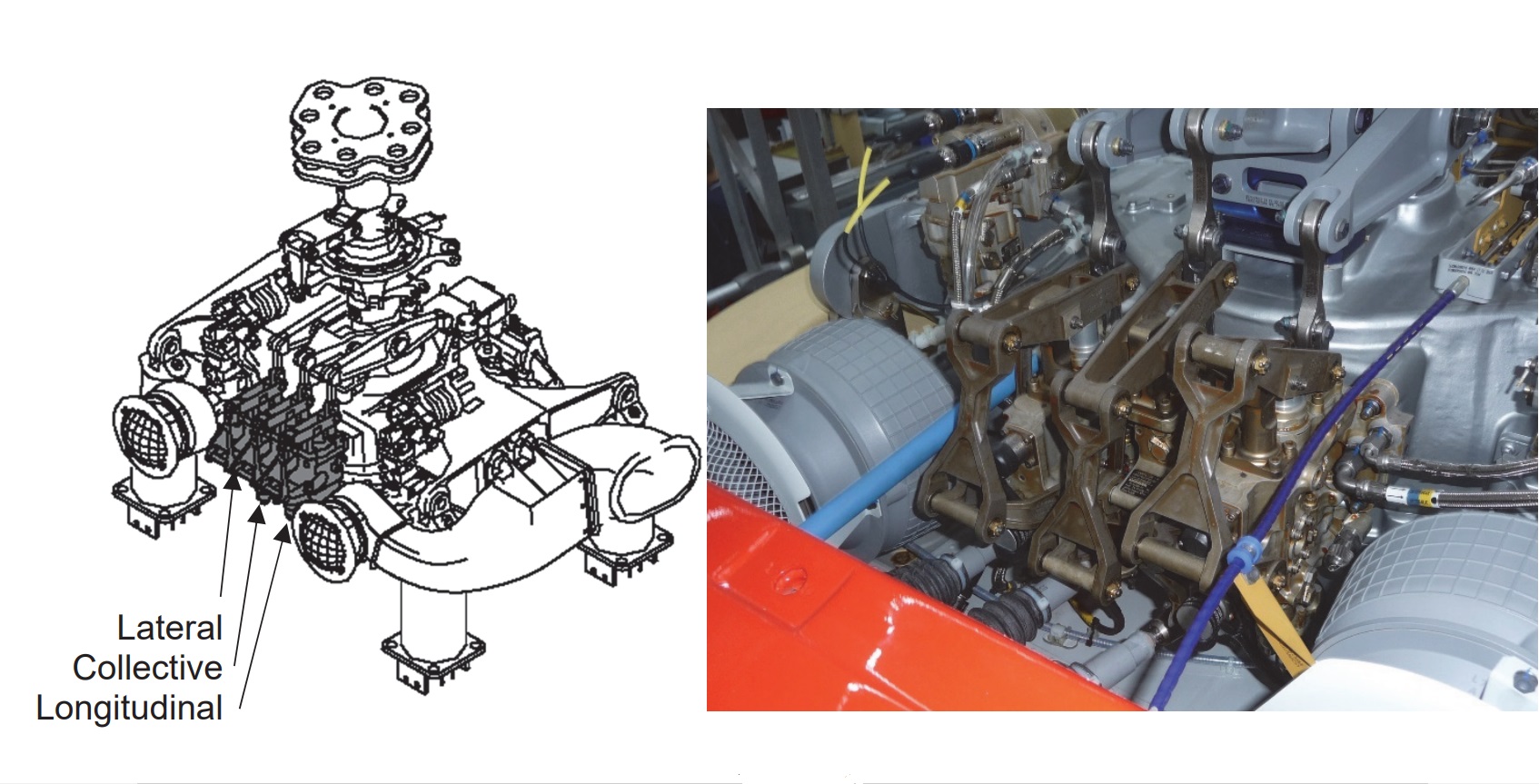
The main rotor swashplate is moved in the lateral, longitudinal and collective axes by three hydraulic actuators and together they comprise the Main Rotor Actuator (MRA). Further investigation revealed that the tie bar of the longitudinal axis actuator had broken near the fork end.
Royal Cayman Islands Police Service (RCIPS) Airbus Helicopters EC135T1 VP-CPS Longitudinal Axis Actuator, In-Situ as Found (Credit: AAIB)
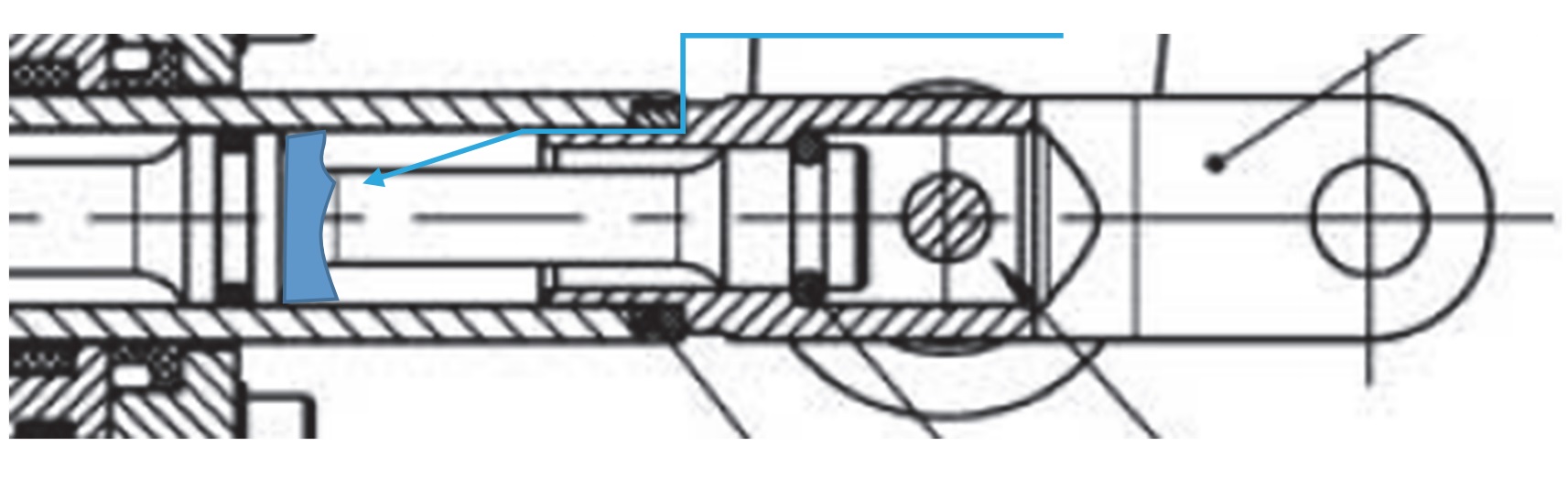
Example Airbus Helicopters EC135 Main Rotor Servo Actuator Installation (Credit: AAIB)
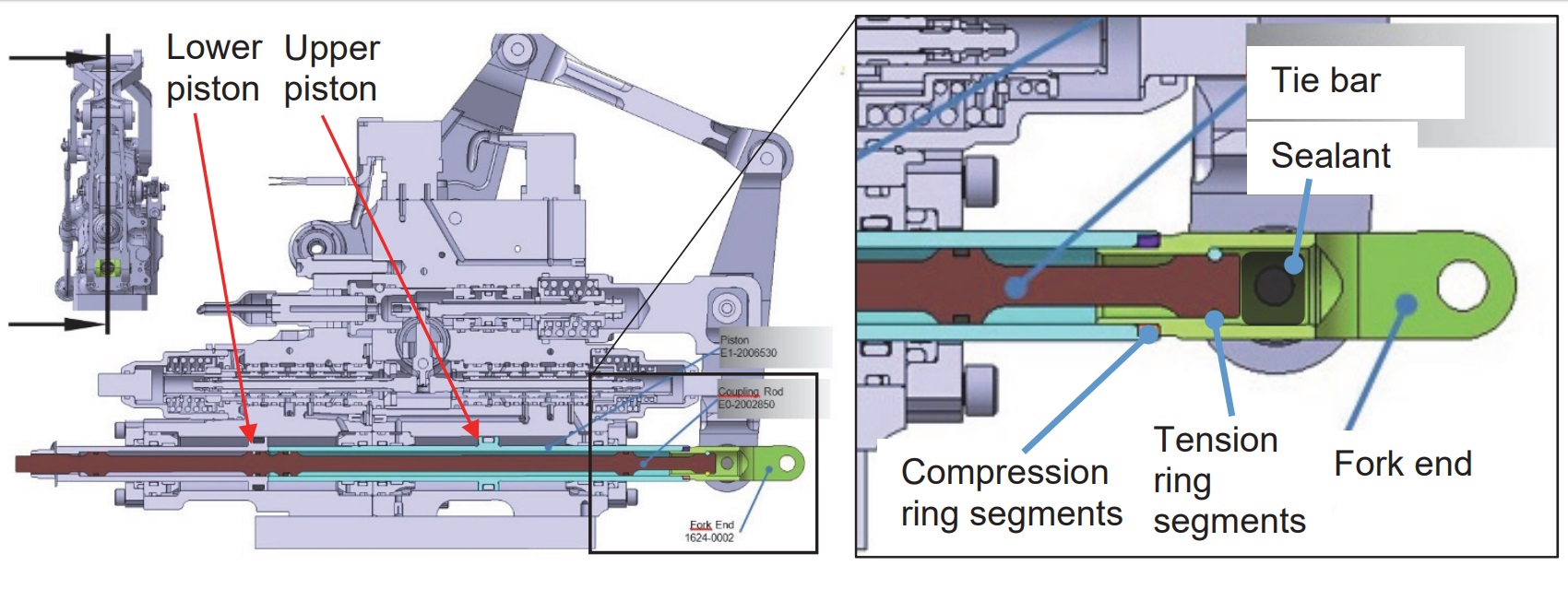
Inside each individual actuator are two axial pistons, one per hydraulic system, which are linked with a tie bar. This bar is manufactured from passivated, high-strength, corrosion-resistant steel, and attached to a fork end which connects to the swashplate linkage.
EC135 Main Rotor Servo Cross-Section (Credit: AAIB)
Tension loads from the pistons are transferred to the fork end by the tension ring segments and compressive loads are transferred through the compression ring segments. Sealant is applied to the centre bore of the fork end to prevent moisture ingress into the upper piston through the tension ring segments.

To enable actuator replacement without swashplate linkage adjustment, the length of the actuator is controlled to +/- 0.1 mm by selection and fitment of a pair of compression ring segments with the appropriate length.
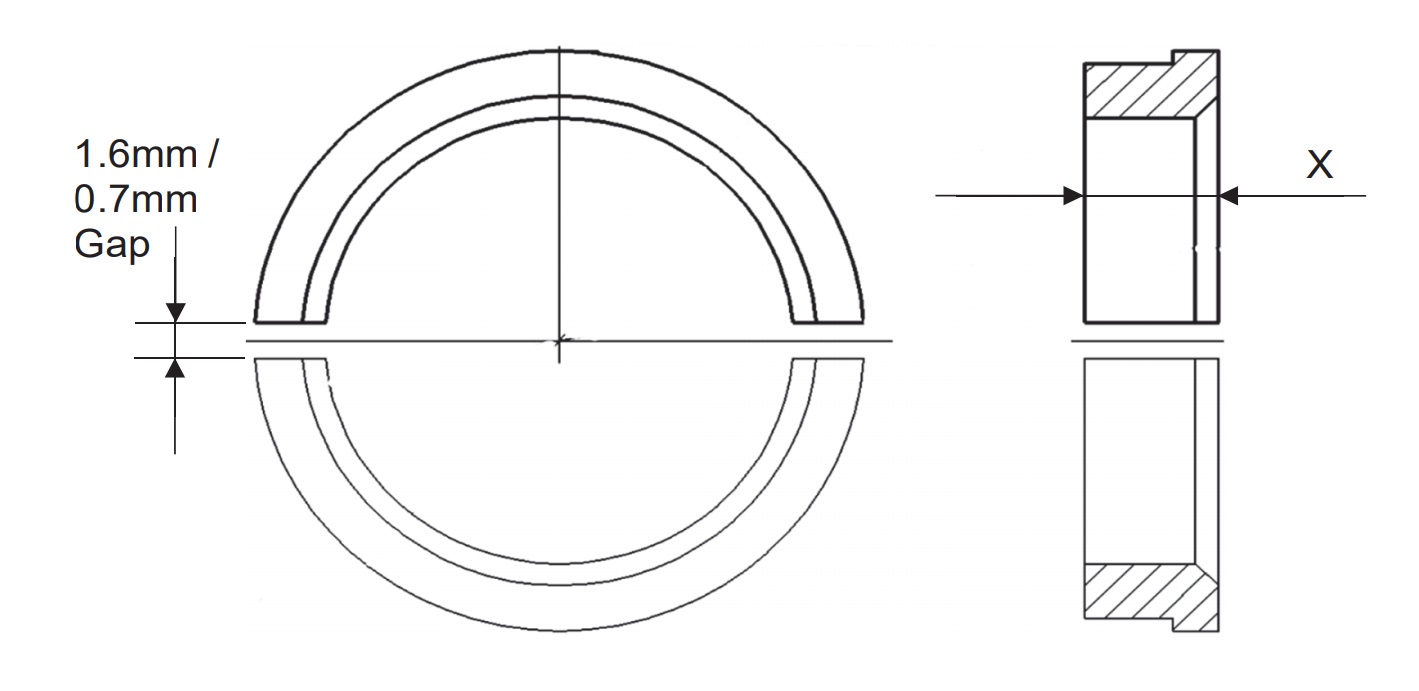
Compression Ring Segments (Credit: AAIB)
The MRA was removed from for examination.
The overall external condition was typical for the equipment, which had completed 18 years in service and 6,561 flying hours. The lateral and longitudinal axis tie bars had been replaced in 2005 after 576 flying hours, due to damaged threads. The tie bar of the longitudinal axis actuator had fractured approximately 30 mm from the end attached to the fork fitting, where the cross-section changes for an ‘O-ring’ seal.
RCIPS Airbus EC135T1 VP-CPS Main Rotor Servo Tie-Bar Failure Location (Credit: AAIB)
Analysis of the material found adjacent to the fracture on the tie bar revealed a high sodium and chlorine content, amongst other chemical elements, with similar deposits found on the other actuator tie bars.
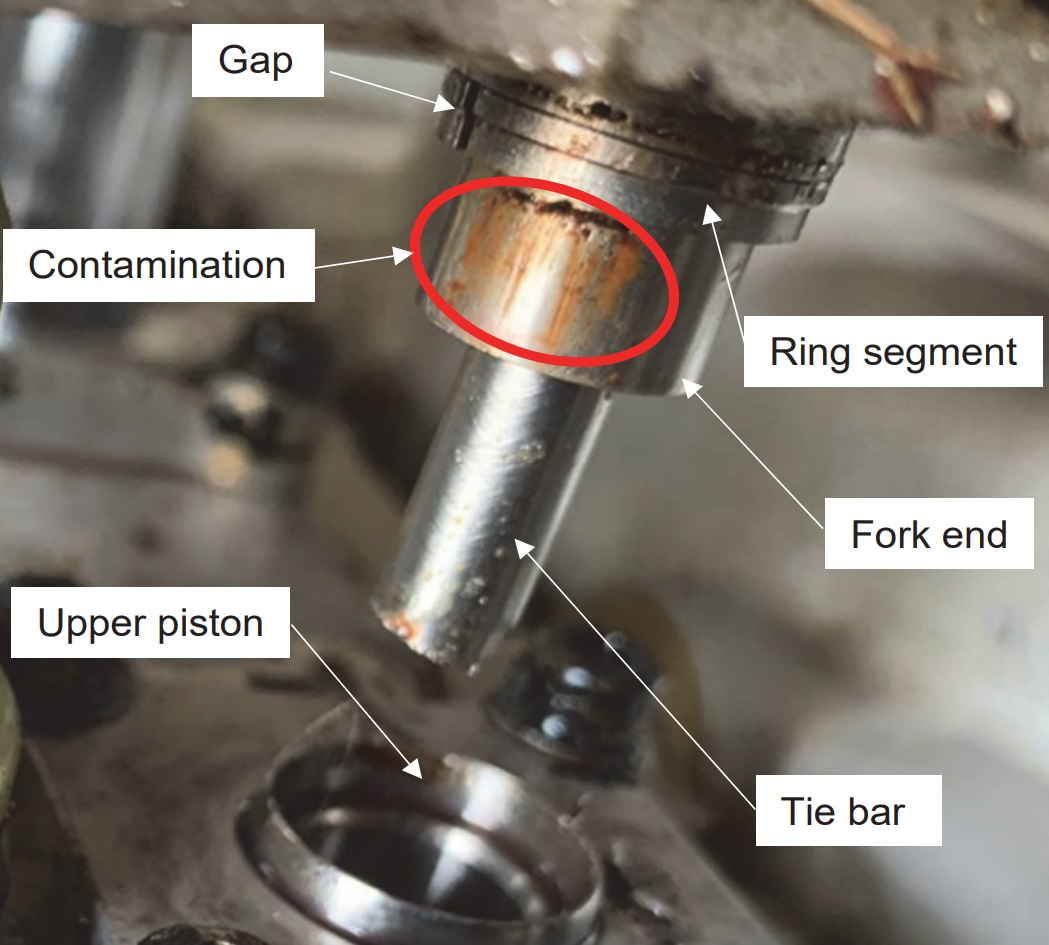
RCIPS Airbus EC135T1 VP-CPS Main Rotor Servo Tie-Bar Failure (Credit: AAIB)
There was evidence of the same material on the part of the fork end located within the upper piston.
RCIPS Airbus EC135T1 VP-CPS Main Rotor Servo Tie-Bar Failure (Credit: AAIB)
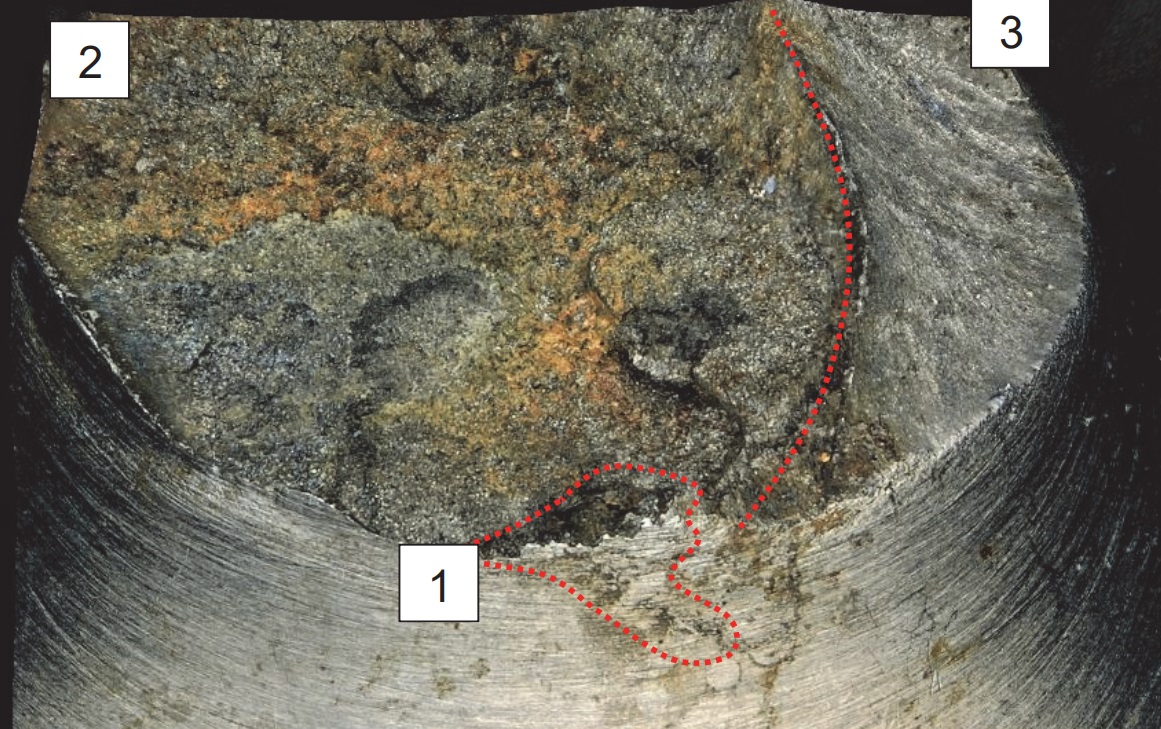
The failed tie bar was removed from the actuator and the fracture surfaces were examined using Scanning Electron Microscopy with semi-quantitative Energy Dispersive X-ray (SEM‑EDX) spectroscopy. On the surface of the tie bar local to the fracture there was evidence of pitting corrosion, with several pits extending into the material [1]. On the fracture surface there was evidence of intercrystalline corrosion with crack propagation covering approximately ¾ of the fracture surface and the fracture surface was lightly corroded [2]. The remaining region of the fracture surface demonstrated failure through overload [3].
RCIPS Airbus EC135T1 VP-CPS Tie-Bar Fracture Surface (Credit: Airbus via AAIB)
The tie bars from the lateral and collective axis actuators also showed evidence of surface pitting corrosion but to a lesser extent. Pitting corrosion was also identified on the internal bore of the upper piston coincident with the location of the failure in the tie bar.


AAIB Analysis and Conclusions
The combination of the installation orientation of the main rotor actuator and an unsealed gap between the compression ring segments could lead to moisture penetrating into the upper piston.
Moisture Ingress Path (Credit: AAIB)
This moisture would then collect by the first ‘O-ring’ seal at the end of the tie bar and, over time, cause the tie bar and piston to corrode. The helicopter’s normal operating environment over the Cayman Islands and its waters would expose it to high levels of salt. It is likely that this deposit caused the pitting corrosion found on the surface of the tie bar. The deposit would then cause further corrosion within the material along the intercrystalline boundaries. Normal operating loads on the tie bar would cause these small intercystalline corrosion cracks to coalesce, leading to a reduction in cross-sectional area. This would happen gradually over time, as evidenced from the light corrosion seen on the fracture face in VP-CPS. Finally, the remaining material would fail through overload.
AAIB note that:
[While] the H145 helicopter shares a similar MRA with the H135, in the H145 it is installed horizontally below an aerodynamic cover. Therefore the risk of moisture migrating into the upper piston and causing corrosion pitting is reduced.
Safety Action
Airbus issued an Emergency Alert Service Bulletins (EASBs) EC135-67A-039 and EASB EC135H-67A-011. The EU Aviation Safety Agency (EASA) issued Emergency Airworthiness Directive (EAD) 2019-0087-E. This required a one-time visual inspection a specific group of actuators. The detailed inspection of the tie bar had be done in the workshop. If corrosion is detected or if the actuators have exceeded a defined period since their last overhaul they were required to be replaced. https://youtu.be/5y2NCPx4RN8
Other Safety Resources
You may also be interested in:
- EC135P2 Spatial Disorientation Accident
- EC135P2+ Loss of NR Control During N2 Adjustment Flight
- US HEMS EC135P1 Dual Engine Failure: 7 July 2018
- Misassembled Anti-Torque Pedals Cause EC135P1 Accident
- AAIB Report on Glasgow Police EC135T2+ Clutha Helicopter Accident
- Maintenance Misdiagnosis Precursor to EC135T2 Tail Rotor Control Failure
- Accident Report: Fatal Police Helicopter Double Engine Flameout Over City Centre
- AAR Bell 214ST Accident in Afghanistan in 2012: NTSB Report
- UPDATE 7 February 2020: S-61N Damaged During Take Off When Swashplate Seized Due to Corrosion
- UPDATE 9 May 2020: Ungreased Japanese AS332L Tail Rotor Fatally Failed
- UPDATE 10 July 2021: Forced Landing after CAMO Underestimated Operation in Dusty Environments
- UPDATE 7 August 2021: Prompt Emergency Landing Saves Powerline Survey Crew After MGB Pinion Failure
- UPDATE 17 September 2022: Canadian B212 Crash: A Defective Production Process
Aerossurance has extensive air safety, operations, airworthiness, human factors, aviation regulation and safety analysis experience. For practical aviation advice you can trust, contact us at: enquiries@aerossurance.com
Follow us on LinkedIn and on Twitter @Aerossurance for our latest updates.
Recent Comments