Uncontained PW1524G Failure During Bombardier CS100 (now Airbus A220) Certification Testing
The Transportation Safety Board of Canada (TSB) has recently issued its investigation report, into an uncontained engine failure and fire during certification ground testing of Bombardier CS100 (now the Airbus A220-100) C-FBCS on 29 May 2014 at Montréal International (Mirabel) Airport.
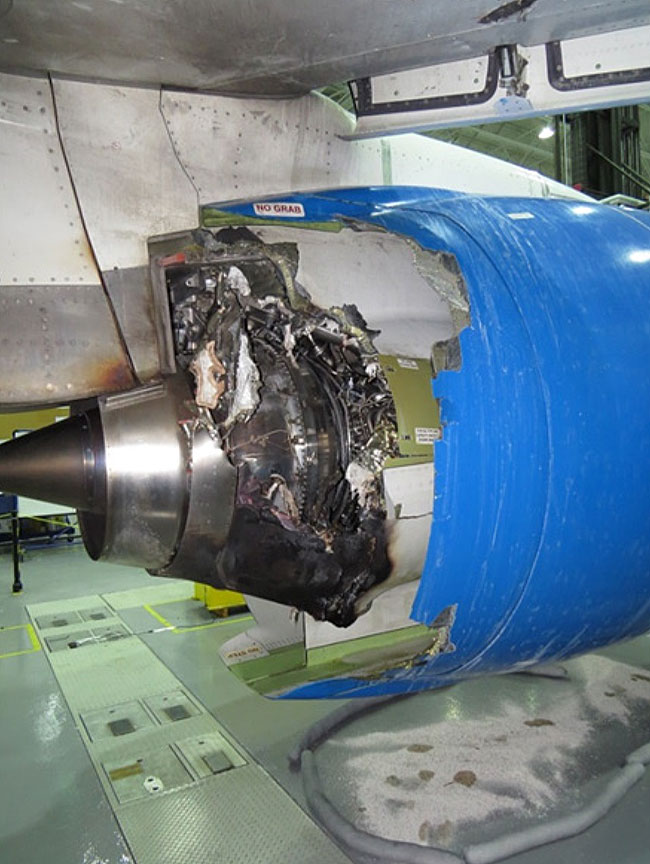
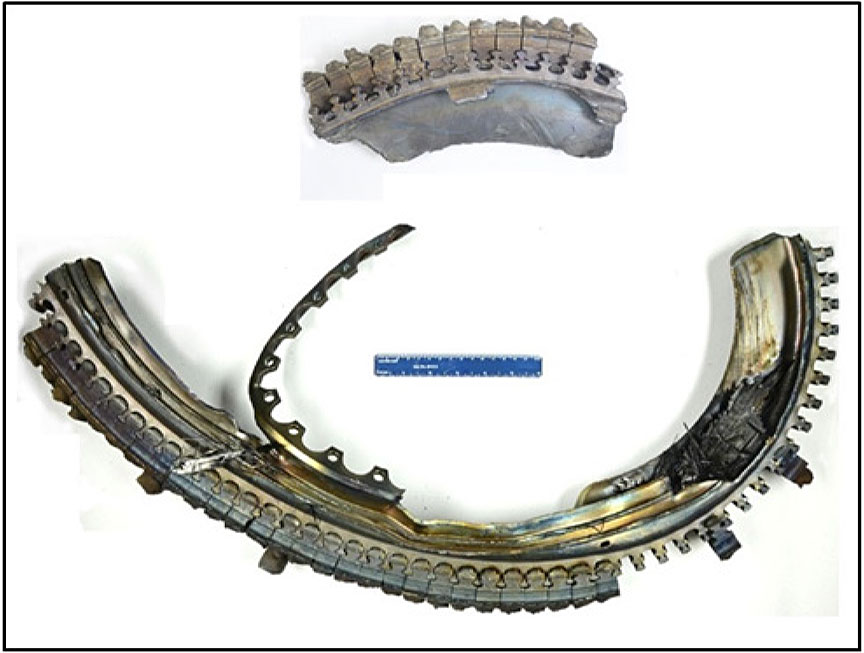
Damage to the Left Inboard Thrust Reverser Cowl of CS100 C-FBCS (Credit: Bombardier via TSB)
The crew immediately shut down the Pratt & Whitney PW1524G engine and evacuated the aircraft safely, but the engine and aircraft sustained substantial damage.
The Aircraft and Engine
Bombardier announced the development of the C Series aircraft in July 2004. Two variants of the C Series aircraft are offered: the 108–125 passenger CS100 and the 130–160 passenger CS300.
CS100 GA (Credit: Bombardier via TSB)
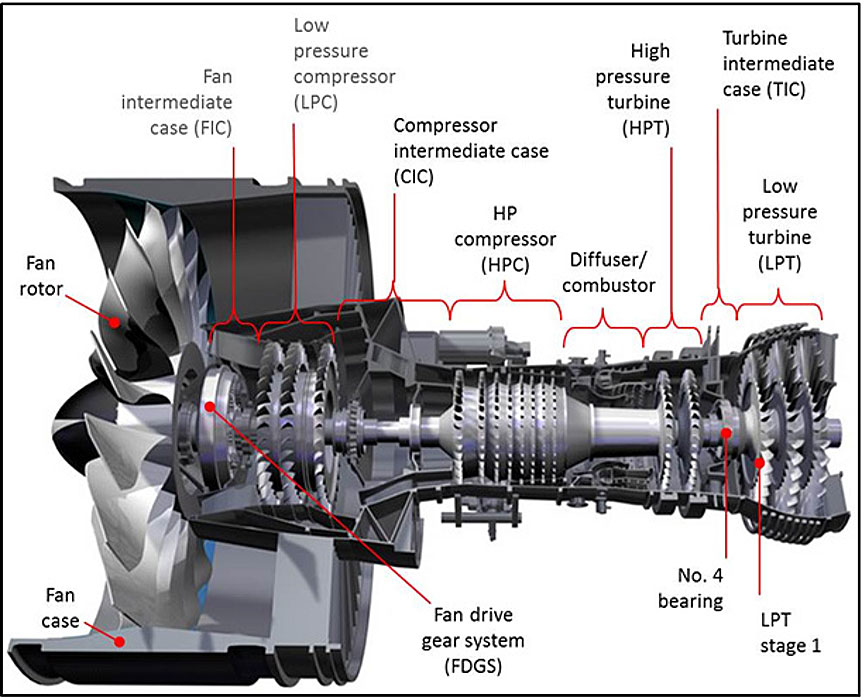
The PW1524G is a twin-spool, axial-flow, ultra-high–bypass ratio geared turbofan engine that includes core-mounted angle and main gearboxes. It is part of the PW1000G family of geared turbofan engines that were first run in 2008; the family comprises variants ranging from 15 000 pounds (66.75 kilonewtons [kN]) to 33 000 pounds (146.85 kN) of static thrust. The PW1524G variant, specifically developed for the C Series aircraft, delivers 24 400 pounds (108.5 kN) of thrust.
PW1500G Series Pure Power Engine (Credit: PW via TSB)


Launch Customer Swiss CS100 at Farnborough International Airshow 2016 (Credit: Aerossurance)
The Investigation
TSB describe the failure mode as follows:
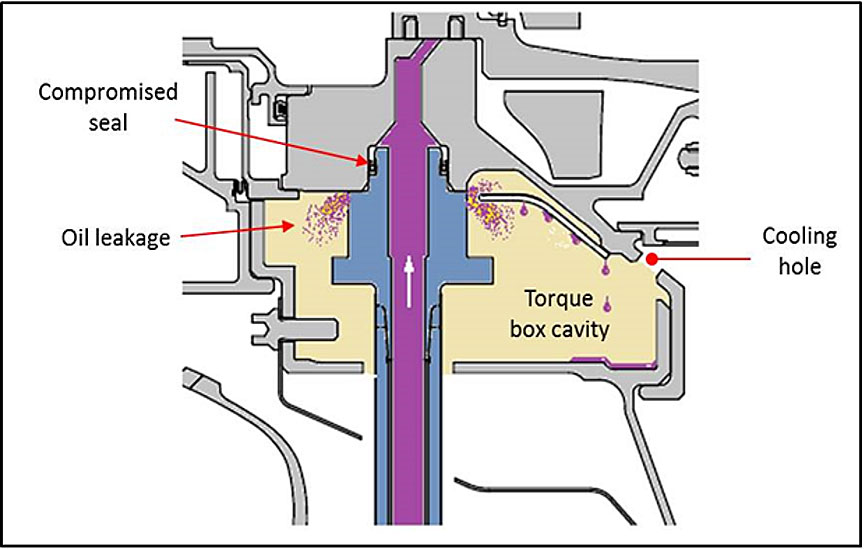
The investigation determined that “heat soaking,” as a result of insufficient cooldown, caused the seal of a bearing oil feed tube to fail. It was determined that the engine had been shut down after high power operation, without sufficient time for its internal temperatures to reduce at lower power. As a result, when the seal failed, it allowed engine oil to mix with the turbine rotor’s cooling air flow.
Oil Leaks from Compromised PW1500 Turbine Intercase Oil Seal (Credit: TSB)
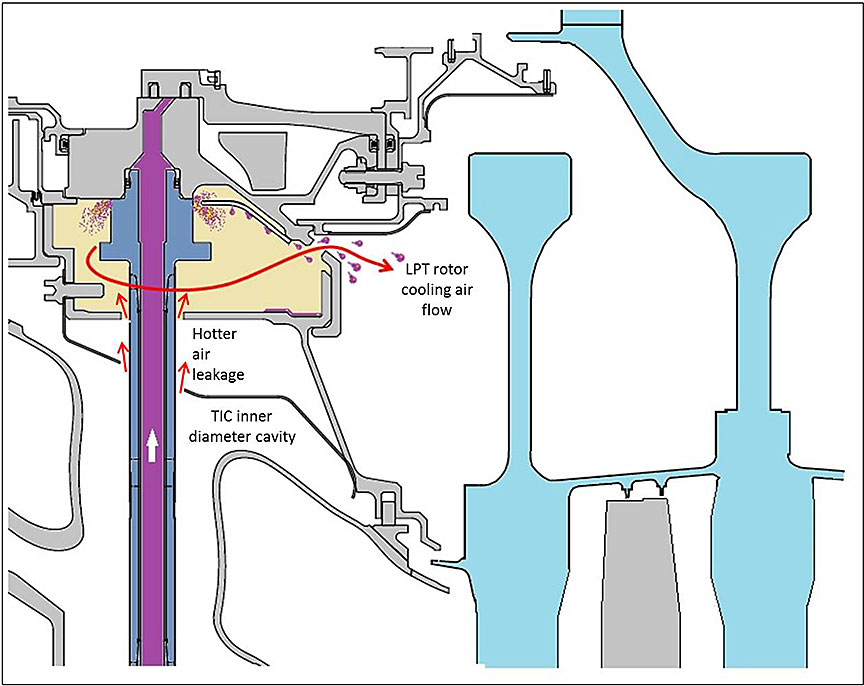
The resulting air/oil mixture ignited due to high ambient temperatures…
Ignition of PW1500 Oil Leak (Credit: TSB)
…and the ensuing combustion caused the entire [Low Pressure] turbine rotor stage to fail.
Fire Causes LP Turbine Disc Failure (Credit: TSB)
This resulted in major damage to the engine, nacelle and wing.

This damage included:
The [failed engine’s] left side thrust link was severed in line with the LPT [Low Pressure Turbine] plane; some engine-air and -oil lines, as well as some electrical wires and fire detection loops, were damaged or severed in the vicinity of the LPT case breach.
Damage to Outboard PW1500 Thrust Link and Fire Detection Loops (Credit: Bombardier via TSB)
The left-wing structure sustained major debris impact damage when a segment of the first-stage LPT rotor disk 28 inches long penetrated the wing’s centre fuel tank.
PW1500 LPT Debris (Credit: PW via TSB)
The impact created a span-wise gash 33 inches long and 3 inches wide in the carbon composite lower skin plank, inboard of the engine…with a total delamination area of 16 × 37 inches.
The turbine disk segment then partially exited through the upper wing plank, where it remained stuck, creating a hole approximately 13 × 7 inches, with a total delamination area of 21 × 10 inches. Signs of burning were found around the hole, although the fuel contained in the tank did not ignite.

The TSB explain that:
From its initial release until the issuance of the engine’s type certificate by TC [Transport Canada], the Pratt & Whitney PW1500G installation and operating manual (IOM) specified a 10-minute cooling period before shutdown in order to minimize the potential for oil coking in the main engine bearing compartments and to mitigate a bowed rotor start condition. This cooling period was determined based on the results of testing carried out on development engines and demonstrated compliance with the PW1500G’s certification basis.
[PWC] issued a Restriction and/or Special Instruction (RSI) with cooling procedures for their engines before shutdown, with alternate solutions for hot shutdowns.
Bombardier interpreted the alternate solutions in the RSI as an alternative equal to the other shutdown options contained in the RSI. This resulted in the engine being exposed to one or more hot shutdowns, which led to heat soaking beyond the design criteria of the bearing oil feed tube’s seal.
TSB Findings as to Causes and Contributing Factors
- Bombardier interpreted Restriction and/or Special Instructions (RSI) No. F-500-001-71-0011 section 3.c. (original version) or 2.c. (rev.A), as written, as an alternative equal to the other shutdown options contained in the RSI. This resulted in the engines being exposed to one or more “hot shutdowns.”
- The hot shutdowns resulted in heat soaking beyond the design criteria of the No. 4 bearing oil feed tube’s Teflon C-seal.
- The detrimental effect of heat soaking sustained during hot shutdowns on the bearing compartment tubes’ Teflon C-seals was not foreseen by Pratt & Whitney during the development of Restriction and/or Special Instructions (RSI) No. F-500-001-71-011.
- Heat soaking caused the oil feed tube’s Teflon C-seal in the No. 4 bearing to fail, which allowed engine oil to merge with the turbine rotor’s cooling air stream.
- The resulting air/oil mixture then encountered ambient temperatures that were above its auto-ignition point, and the ensuing combustion heated the low-pressure turbine rotor to the point of failure.
- The failure of the low-pressure turbine rotor was uncontained and resulted in major damage to the engine, nacelle, and wing.
Safety Action
The TSB report that:
Following the occurrence, Bombardier grounded the C Series test aircraft fleet until the cause of the occurrence could be clearly established. For its part, Pratt & Whitney proposed a plan to return to flight which included an enhanced seal, a revised cool-down procedure, and other measures to monitor engine temperatures and prevent hot shutdowns. Further, production engines will feature an enhanced oil supply tube and a cooling airflow configuration that will physically separate the turbine rotor airflow from the bearing compartment to eliminate the possibility of recurrence.
Other Safety Resources
- Uncontained CFM56-7 Failures: Southwest B737-700s
- Uncontained PW1524G Failure During CS100 Certification Testing
- Machining Defect Cause of V2500 Failure
- B787 GEnx Fan Shaft Failure
- Power of Prediction: Foresight and Flocking Birds
- NTSB Recommendations on JT15D Failure to Meet Certification Bird Strike Requirements
- UPDATE 20 August 2017: 1980 MD-81 Flight Test Accident Video
- UPDATE 4 August: 2018: US HEMS EC135 Dual Engine Failure: 7 July 2018
- UPDATE 6 May 2020: CFM56-7 HPC Titanium Fire Due to VSV Maintenance Assembly Error (United Boeing 737-924)
- UPDATE 13 November 2021: Bell 407 Rolls-Royce 250-C47B Uncontained Engine Failure after Bearing Failure
UPDATE 25 July 2019: Swiss International A220-300, HB-JCM operating from Geneva to London Heathrow experienced an engine failure of its No 1 PW1524G while climbing through flight level 320. The flight crew shut down the engine and diverted to Charles de Gaulle International. Examination of the engine revealed that the low-pressure compressor stage 1 rotor “was missing” say NTSB. No one was injured and the aircraft received only minor damage.
Recent Comments