NTSB Report on 2013 S-76A++ Tail Rotor Blade Loss
The US National Transportation Safety Board (NTSB) has reported on a fatal Sikorsky S-76A++ accident to a Gulf Of Mexico offshore helicopter during a post-maintenance check flight of avionics systems. The accident occurred on 15 March 2013 to N574EH, operated by Era Helicopters LLC. The pilot and two mechanics died.

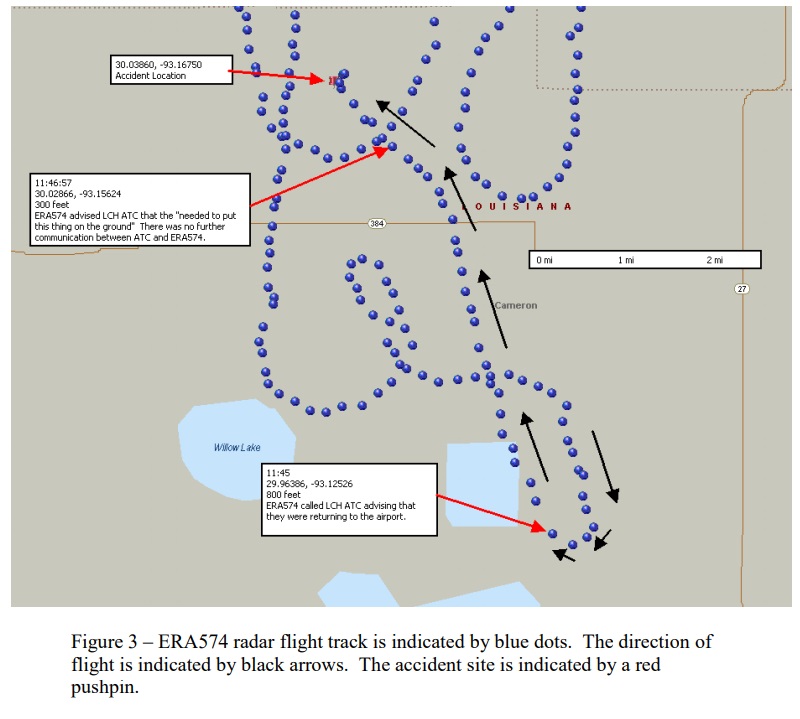
After testing the avionics, the pilot allowed the mechanic to fly the helicopter at 1,000 feet above ground level. The mechanic maneuvered the helicopter for about 1 minute and then stated that he was transferring control of the helicopter back to the pilot. Two seconds later, the cockpit voice recorder (CVR) cut off. About 1 minute after the CVR cut off, the pilot made a routine radio call to the tower controller that he was returning to land.
Two minutes after this call, the pilot radioed the tower controller and his company’s dispatcher, stating that he had a problem and would be landing off-airport immediately. Several ground witnesses noticed the helicopter as it flew toward the accident site, and it was making an unusual noise, described as grinding, screeching, or whistling. The helicopter impacted with a high vertical descent rate and a postcrash fire ensued.
Examination of the helicopter revealed that the main rotor and tail rotor systems had low rotational energy at the time of ground impact. Two of the tail rotor blades (yellow and red) were fractured adjacent to the tail rotor hub. The fracture signatures on the red/yellow tail rotor spar assembly were consistent with the red tail rotor blade spar initially fracturing and the red tail rotor blade departing from the tail rotor.
The NTSB say that:
The resultant imbalance of the tail rotor fractured the tail gearbox (TGB) output housing studs and most likely tripped the CVR g-switch, which cut off the CVR.
UPDATE 17 March 2019: Our diligent readers have correctly highlighted that this NTSB statement about the g-switch is erroneous as it isn’t compatible with the CVR transcript and the earlier discussion of subsequent radio calls to air traffic.
The NTSB continue:
The yellow tail rotor blade spar fractured due to high centrifugal forces as a result of the imbalance, and the yellow blade departed from the tail rotor; the tail rotor was then rebalanced. The two remaining tail rotor blades continued to provide partial tail rotor anti-torque, and tail rotor drive remained continuous through the TGB. The entirety of the red and yellow blade separation event likely occurred very quickly, with only a momentary bump or vibration at the time of blade separation.
As the TGB output housing began to separate from the center housing, the gears likely began going out of mesh, allowing the output bevel gear to eventually contact the TGB center housing. This condition likely resulted in the loud, unusual noise reported by witnesses, as well as a drag force on the tail rotor drive system. As the pilot attempted to land, he likely shut the engines down in conjunction with an autorotative landing. Because the tail rotor drive system and main transmission remained mechanically linked, when the engines were shut down, it is likely that main rotor speed (Nr) degraded due to the compromised TGB. As a result, the helicopter developed a high vertical descent rate until ground impact.
The red blade spar fracture signatures were consistent with a fast-growth failure mode. Plausible fast-growth failure modes that were examined included a discrete impact event (e.g. object strike), anomalous operation of the pivot bearing, and a fracture of the pitch horn box (the structure which attaches the pitch horn to the blade and to which the pivot bearings and bumper attaches). With the lack of available evidence because the red blade was not recovered, the specific failure mode could not be determined during the investigation.
The NTSB discuss the maintenance history of the tail rotor red/yellow blade assembly:
The ‘red’/’yellow’ blade assembly, S/N A137-00708X, was manufactured by SAC [Sikorsky Aircraft Corporation] on June 14, 1984. The spar, part number (P/N) 76101-05017-045 and S/N A116-01207, was manufactured on May 16, 1984. According to maintenance records, all life limited components to blade assembly S/N A137-00708X were original since blade assembly manufacture with the exception of both pitch horns, which were replaced on October 25, 2007 due to the original pitch horns exceeding their life limit of 12,000 hours.
Blade assembly S/N A137-00708X was last removed from a different helicopter (N578EH) on January 7, 2012, with the cause for removal listed as paint erosion and a 1500 hour inspection that was due. Blade assembly S/N A137-00708X was subsequently sent to a Bell Helicopter Broussard, formerly Rotor Blades Inc. (RBI), in Broussard, Louisiana. Work performed on the blade assembly by Bell Helicopter Broussard, under work order no. S76T-137-00708, included replacement of the polyurethane strips, rubber boots, and compliance with the 500-hour and 1500-hour inspections. The airworthiness approval tag (FAA form 8130-3) for blade assembly S/NA137-00708X, signed on March 22, 2012, stated the blade was also refinished and balanced.
According to Era Helicopters, blade assembly S/N A137-00708X was kept in storage at Era Helicopters’ facilities in Lake Charles, Louisiana until January 29, 2013, when the blade assembly was installed on the accident helicopter.
After blade assembly S/N A137-00708X was installed on the accident helicopter, maintenance records showed that an airworthiness check was performed on March 3, 2013 using the criteria required by the Era S-76 helicopter emergency medical services (HEMS) approved airworthiness inspection program (AAIP). The airworthiness check was directed by an Era Helicopters Fleet Campaign Directive (FCD) No. FCD-000119-2012, which required a maintenance supervisor or lead to perform an airworthiness check of the aircraft with the technician. The S-76 HEMS AAIP airworthiness check requires inspection of the tail rotor blades for cracks, security, and condition, including a tail rotor spar flex check and force-deflection check.
On March 7, 2013, maintenance records showed that an Era technician performed a tail rotor balance ‘light on wheels’ inspection on the accident helicopter. This tail rotor balance inspection was approved by an Era supervisor on March 9, 2013. On March 10, 2013, a S-76 HEMS AAIP airworthiness check was accomplished as a final maintenance action to approve the helicopter for flight.
The NTSB also comment that:
Because of the relatively low time in service from the ‘red’/’yellow’ blade assembly’s last 1,500 hour spar inspection (5.9 flight hours), the Airworthiness Group examined the S-76 tail rotor 1,500-hour inspection procedures for deficiencies and maintenance actions that could either damage the spar or affect the stresses on the spar. One particular action that was examined concerning the spar inspection is removal of the pivot bearing. Pivot bearing compression screws are used to compress the pivot bearings in order to remove them from the tail rotor blade assembly. Within the pivot bearing replacement procedures, found in Sikorsky S-76 Maintenance Manual No. SA 4047-76AA-2, exists a caution during the installation of the pivot bearings that states: “Ground support compression screw is not flight hardware. Make sure compression screw is removed before completing maintenance.”
On July 23, 2014, the Airworthiness Group, consisting of representatives from the NTSB, FAA, SAC, Bell Helicopter, and Era Helicopters, convened at Bell Helicopter Broussard to perform testing on a scrap tail rotor blade set to determine whether a tail rotor blade could be fully assembled with the compression screw still installed in the pivot bearing and the likelihood of detecting the compression screw. The Airworthiness Group determined that a tail rotor blade could be assembled with the compression screw installed. Additionally, a tail rotor blade assembled with a compression screw left installed in the pivot bearing was visually no different than one without a compression screw left installed in the pivot bearing. However, a tactile inspection of the tail rotor blade revealed a noticeable increase in the force required to pitch and flap a blade with a compression screw still installed in the pivot bearing versus a blade without the compression screw installed.
The Airworthiness Group also performed a tail rotor blade spar “flex check” on a known cracked blade spar and determined that the audible sound made by a cracked spar was relatively quiet. The Airworthiness Group determined that a compression screw within the pivot bearing would increase the stiffness of the pivot bearing and could affect the bending stresses on the spar during blade flapping, though no testing was done to determine what affect this stiffness would have on the pivot bearing in operation.
The NTSB issued the following, rather inconclusive, probable cause:
Fracture of the red tail rotor blade spar, which resulted in the separation and departure of the red tail rotor blade from the helicopter and subsequent compromised tail gearbox. The red tail rotor blade was not recovered, thus the cause of the initial fracture could not be determined.
They also note that:
On August 19, 1991, a Sikorsky S-76A+ helicopter, S/N 760223, performed a precautionary landing on an offshore platform after the crew experienced a heavy vibration that lasted about 4 seconds. The precautionary landing took place about 15 minutes after the crew experienced the heavy vibrations. Upon landing, two opposing tail rotor blades were found to have departed the tail rotor. The missing tail rotor blades were never recovered. A small central section of the affected spar was found between the retention plates. The affected components were sent to SAC’s materials engineering lab for investigation. Lab examination revealed evidence consistent with one of the tail rotor blades fracturing first, and the resultant shift in the center of gravity and imbalance in centrifugal forces led to the opposing blade to eventually fracture as well. The remnant spar did not show evidence of ply waviness consistent with a manufacturing anomaly, rubbing of the plies consistent with spar delamination, or a material defect. The tail gearbox housing exhibited a partially circumferential overload fracture across three of the flanges used to attach the output housing to the center housing. Maintenance records revealed the tail rotor spar had a TSN of 1,571 hours, with 1,507 hours accumulated on the incident helicopter.
See also our earlier article on Maintenance Check Flights: Safety Lessons
- UPDATE 23 September 2015: Critical Maintenance Tasks
- UPDATE 28 January 2017: Sikorsky S-92A Loss of Tail Rotor Control Events
- UPDATE 20 April 2017: Taiwan AS365N3 Tail Rotor Pitch Control Loss During Hoisting
- UPDATE 10 May 2017: Bell 429 TR Pitch Change Link Bearing Failure
- UPDATE 6 August 2018: In-Flight Flying Control Failure: Indonesian Sikorsky S-76C+ PK-FUP
- UPDATE 25 April 2019: Ditching of Bristow S-76C++, Off Nigeria, 3 February 2016
- UPDATE 5 September 2020: SAR AS365N3 Flying Control Disconnect: BFU Investigation
- UPDATE 25 May 2025: CHC Sikorsky S-92A Seat Slide Surprise(s)
Aerossurance is pleased to be both sponsoring and presenting at a Royal Aeronautical Society (RAeS) Human Factors Group: Engineering seminar Maintenance Error: Are we learning? to be held on 9 May 2019 at Cranfield University.