Two small punctures were found in the right-hand fuselage just below the window line. This occurred over the Pacific Ocean shortly before top of descent when en route to Honolulu (HNL), Hawaii. The aircraft made a safe landing without injuries to the 374 persons on board.
NTSB Safety Investigation
FBO Event
The US National Transportation Safety Board (NTSB) explain in their safety investigation report (issued 13 July 2020) explain that:
The PW4000 112-inch engine fan blade is a hollow core, wide chord airfoil made of a titanium alloy with 6 percent vanadium and 4 percent aluminum as alloying elements. The fan blade is about 40.5-inches long from the base of the blade root to the tip of the airfoil and about 12.5- and 22.25-inches wide at the blade root and blade tip, respectively. A fan blade weighs a maximum of 34.85 pounds.
During the accident flight while in cruise at flight level (FL) 360, the flight crew heard a loud bang, followed by a violent shaking and warnings of a compressor stall. The flight crew shut down the engine, declared an emergency, and proceeded to HNL without further incident. On examination of the engine it was found that…
The fan blade in position No. 11 was fractured transversely across the airfoil about 1.44-inches above the fairing at the leading edge and slightly below the surface of the fairing at the trailing edge.
PW4077 FBO United B777-200 N773UA (Credit: NTSB)
There was a piece of fan blade found up against the leading edges of the fan exit guide vanes at about 4 o’clock. This piece of fan blade was about 15-inches wide chord wise, 23-inches long radially, and had a fracture surface on the inner end that corresponded to the fracture surface on blade No. 11.
Failed No 11 Blade Root – PW4077 FBO United B777-200 N773UA (Credit: NTSB)
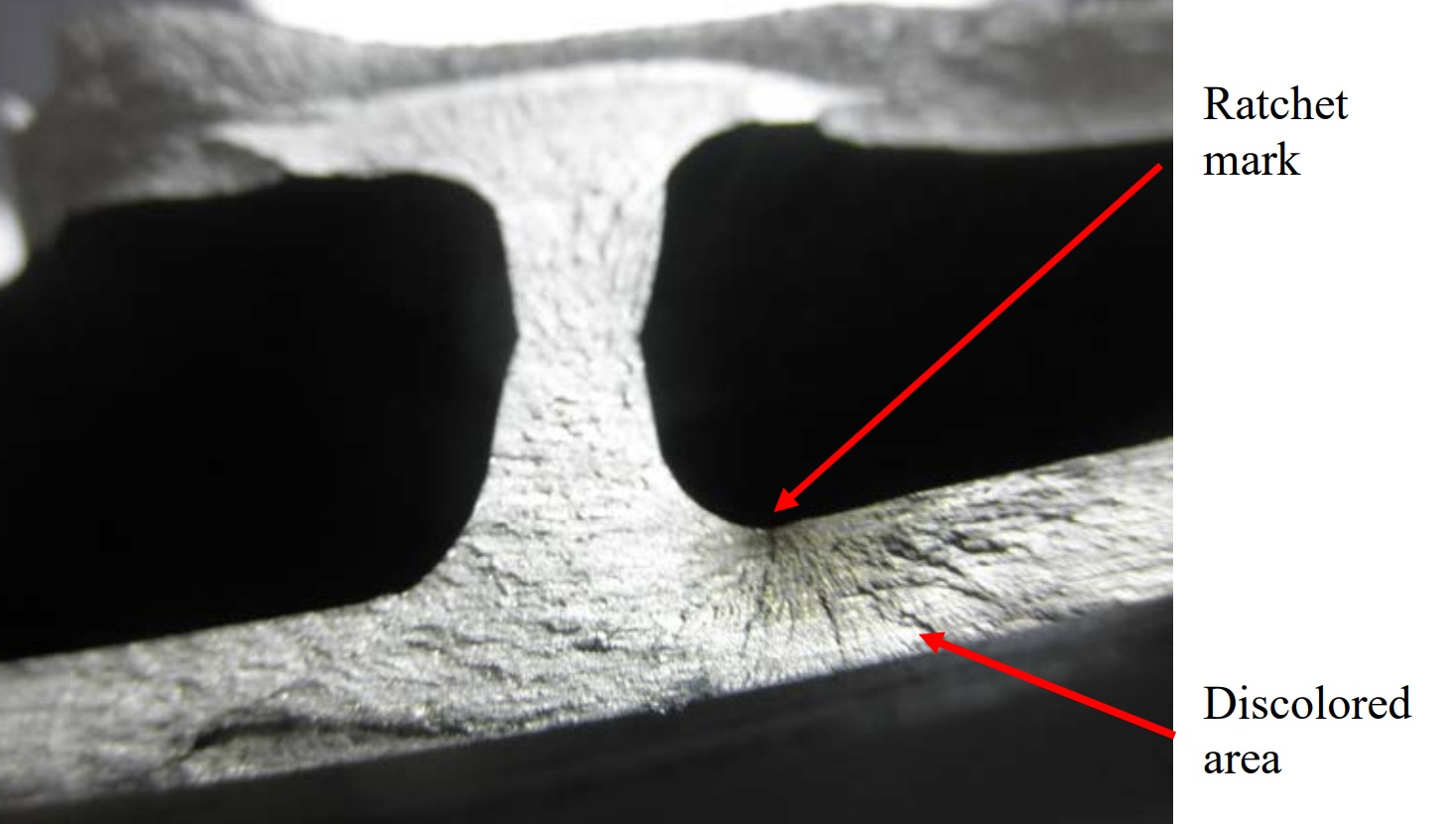
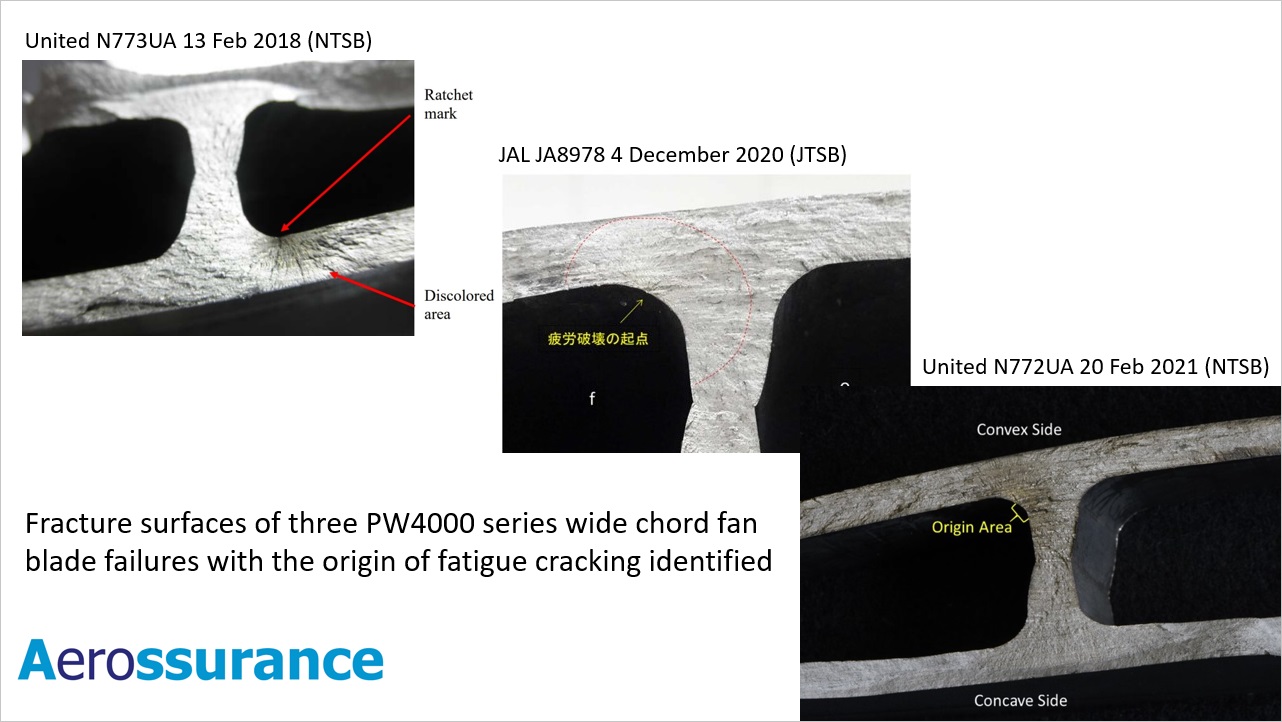
Laboratory examination of fan blade No. 11 revealed a low cycle fatigue (LCF) fracture that…initiated from a subsurface origin in a region of micro texturing consisting mostly of primary alpha crystals on the interior surface of the hollow core fan blade.
Failed No 11 Blade Root – PW4077 FBO United B777-200 N773UA (Credit: NTSB)
The examination also revealed that the fan blade’s material conformed to the specified titanium alloy’s requirements.
Origin of LCF Crack on Failed No 11 Blade -PW4077 FBO United B777-200 N773UA (Credit: NTSB)
…fan blade No. 10…the adjacent trailing blade, was fractured across the airfoil at about midspan.
The engine / fan history:
According to United Airlines’ maintenance records, the No. 2 engine had accumulated 77,593 hours time since new (TSN) and 13,921 cycles since new (CSN) and 8,579 hours and 1,464 cycles since the last overhaul. The engine was installed on the airplane on October 18, 2015 [and] had operated 8,579 hours and 1,464 cycles since it had been installed. The entire fan blade set, including fan blade No. 11 had last been overhauled by P&W’s Overhaul & Repair (O&R) facility in July 2015. As part of the overhaul process, the blades underwent a fluorescent penetrant inspection (FPI) and a thermal acoustic imaging (TAI) inspection. P&W developed the TAI inspection process in about 2005 to be able to inspect the interior surfaces of the hollow core PW4000 fan blade. The records for the TAI inspection in July 2015 as well as an earlier TAI accomplished in March 2010 revealed a thermal indication in the same location as where the LCF crack occurred. The records for the fractured fan blade’s July 2015 TAI inspection was annotated ‘paint’ that, according to the inspector, was consistent with him accepting the indication because he thought it was an issue with the paint.
Flaking paint was a regular issue, affecting perhaps 25% of blades, requiring either a touch-up or a complete re-paint. However:
P&W in keeping with NDI industry practice when implementing a new inspection process classified the TAI as a new and emerging technology and therefore did not have to develop a formal program for initial and recurrent training, certify the TAI inspectors, or have a Level 3 inspector on staff, as is done in other established NDI techniques. The 1st shift inspector was trained by the engineers who developed the process and the 2nd shift inspector, who was the one who last inspected the United Airlines fan blade that fractured, was trained by the 1st shift inspector. Both inspectors stated that their training on the TAI was about 40 hours of on-the-job training. In comparison, the certification requirements for the commonly used eddy current and ultrasonic inspections are 40 hours of classroom training and 1,200 and 1,600 hours of practical experience, respectively.
One inspector stated:
The TAI training that he received never provided any reference material on what to look at. He was provided with some photos, but he said that they were very distorted. He did receive a study guide when he started the OJT that was about the steps to power up the machine and included what he said were fuzzy images of what the indications were supposed to look like.
Significantly…
…in 2015 [when the last inspection on the failed blade], and still in 2018 when the incident occurred, P&W was still categorizing the TAI as a new and emerging technology after having inspected over 9,000 fan blades.
Remarkably:
At one point, P&W did provide [formal] training on the TAI, however, neither of the two inspectors were permitted to attend the training so that they could work to clear out a backlog of blades in the shop.
So clearing the backlog appears to have been more important than formal training to do the inspection! It is also noted that the backlog resulted in ‘”a lot of overtime”, up to an 4 extra hours a day and 12 hours work on Saturday, begging questions of personnel fatigue. One inspector complained that the procedures for the inspection were “written for the lab rather than the shop” and had “lots of gaps”. They were on available electronically and it appears there was only one computer between two workstations. There were also facility issues:
The TAI is accomplished in an enclosed air-conditioned room within P&W’s overhaul and repair facility in East Hartford, Connecticut. The room has large windows that allow the afternoon summer sun to shine into the room. The TAI thermal scanners can detect the incremental temperature increase that occurs if there is a defect in the blade and the afternoon sun would cause ghost images on the thermal scans. Although the inside of the TAI room is air conditioned, the shop area is not air conditioned so the workers in the area would often go into the room to cool off in the summer. The TAI scanners would capture the thermal image of the worker. The TAI room air conditioner could not keep the room to within the required temperature limits for TAI in the summertime and they had to place an additional portable A/C unit in the room. After the incident, P&W put screens up and tinted the windows as well as installing flashing lights to alert the shop workers that a TAI is ongoing to preclude the false thermal images. In addition, P&W upgraded the room’s air conditioner that can maintain the temperature to the TAI’s requirements.
Unhelpfully:
When they would reject a blade, it would go to an engineer for further evaluation. However, they [the inspectors] never got any feedback from the engineers if the rejection was a valid rejection or if it was a false positive.
Despite it being a critical inspection facility, only one inspector had seen the FAA visit the inspection facility and noted “they were around more frequently in the past than they are more recently”. The FAA’s Principal Maintenance Inspector (PMI) stated he visited the P&W site once or twice a month.
He said he conducts multiple audits throughout the year. He said that he has done audits in the hollow fan blade shop. He has been to the TAI area several times in the last eight years. He thought that P&W was very impressive and has brought other inspectors to P&W to show them around. He would show the inspectors from other small shops the technology.
Ultimately:
After it was determined that the two previous TAIs of the fractured fan blade showed thermal indications at the location of the fatigue crack, P&W initiated an over-inspection of all of the digital images of the TAIs accomplished on PW4000 112-inch fan blades. On March 22, 2019, the FAA issued Airworthiness Directive 2019-03-01: Airworthiness Directives; Pratt&Whitney Division, Turbofan Engines to require an initial and recurring TAI inspection of PW4000 hollow core fan blades.
Nacelle Failure
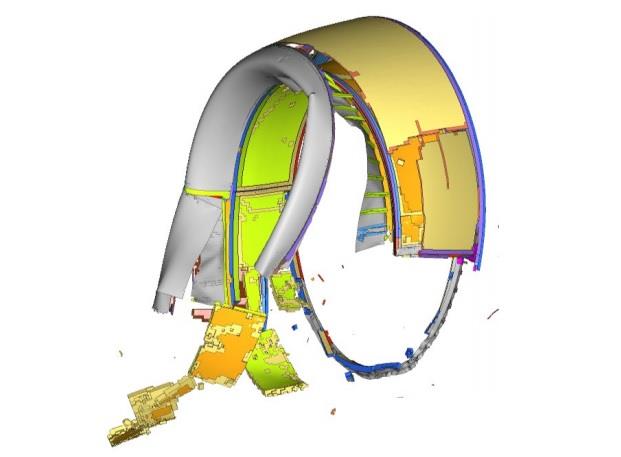
The NTSB found that at certification analysis had been conducted assuming an inlet aft bulkhead that was manufactured from aluminium. This could yield and redistribute the out of balance loads. Simulation predicted a 0.47 inch bulkhead displacement with localized yielding, but without a failure of the inlet structure or the inlet to fan case interface.
.Subsequently, there had been a design change to move to a carbonfibre-reinforced polymer design The NTSB determined a displacement of 0.55 inches would occur with this design, there would be delamination at the bulkhead face which would exceeded the face sheet laminate rupture strain in compression. This would then explain the failure of the inlet to fan case interface.
Intake Simulation United N773UA FBO Event (Credit: Boeing via NTSB)
NTSB noted that:
Boeing records indicated that evidence of moisture ingression had been found on multiple other 777 fan cowls, and although varied in extent and location, was on some occasions reported in the area of the latches on the lower fan cowl panel and the area of the hinge attachments. Such moisture ingression would degrade the allowable strength of the cowls.
Although the event fan cowls were not recovered to verify the presence of moisture ingression, it is possible that this type of degradation existed and contributed to the fan cowl separation.
In relation to the cowlings:
The analysis indicated that large fan cowl deflections may have been induced following the departure of portions of the inlet. The forward portion of the fan cowl would no longer be capable of remaining engaged after portions of the inlet and the lower aft bulkhead departed the airplane. As a result, the fan cowl to no longer maintain its shape when subjected to the engine imbalance loads and buffeting from air loads. The large panel deflections could have induced internal stresses that were in excess of those observed during certification and exceeded the capability of the fan cowl panels and latches.
NTSB Probable Cause
…the fracture of a fan blade due to P&W’s continued classification of the TAI inspection process as a new and emerging technology that permitted them to continue accomplishing the inspection without having to develop a formal, defined initial and recurrent training program or an inspector certification program. The lack of training resulted in the inspector making an incorrect evaluation of an indication that resulted in a blade with a crack being returned to service where it eventually fractured.
Contributing to the fracture of the fan blade was the lack of feedback from the process engineers on the fan blades the inspectors sent to the process engineers for evaluation of indications that they had found.
There was another FBO occurrence on 4 December 2020, involving Japan Airlines B777-289 JA8978. Initial inspection revealed two fan blades had failed, one 18 cm from the root and one at 72 cm (the blades are 105 cm long). Part of the nacelle was lost and the aft fuselage had 30 cm long impact damage and the left horizontal stabilizer leading edge was also damaged. The Japan Transport Safety Board (JTSB) has stated (in Japanese) that:
There are beach marks and radial marks due to metal fatigue on the fracture surface of [one] blade. These blades had experienced 43,060 flight hours and 33,518 cycles at the time of the incident.
Fan Face and Failed PW7074 Fan Blades from Japan Airlines Boeing 777-289 JA8978 (Credit: JTSB)Fracture Surface of Failed PW7074 Fan Blade from Japan Airlines Boeing 777-289 JA8978 (Credit: JTSB)Fuselage Damage to Japan Airlines Boeing 777-289 JA8978 (Credit: JTSB)
United Airlines flight UA328, B777-222, N772UA experienced a no. 2 engine failure about four minutes after departure from Denver bound for Honolulu. Video appears to confirm an FBO event. The fan containment ring however does not appear to have been breached, as far as can be seen, so this would NOT be an uncontained engine failure in accordance with the official definition. The engine inlet cowl and fan cowls separated, most likely due to the fan out of balance vibration and came down in a residential area of Broomfield, CO. UPDATE 22 February 2021: The NTSB has issued its first statement on the Denver accident:
The initial examination of the airplane indicated most of the damage was confined to the number 2 engine; the airplane sustained minor damage. The examination and documentation of the airplane is ongoing.
The NTSB note that the inlet and cowling separated from the nacelle and that initial examination of the Pratt & Whitney PW4077 engine revealed:
Two fan blades were fractured
One fan blade was fractured near the root
An adjacent fan blade was fractured about mid-span
A portion of one blade was imbedded [sic] in the containment ring
The remainder of the fan blades exhibited damage to the tips and leading edges
This is consistent with a single fan blade failing near the root and being released, followed by a second, trailing, blade failing on impact with the departed blade. This initial statement appears to confirm the debris was radially contained in contrast to some early speculation. The first major regulatory development was that the Japan Civil Aviation Bureau (JCAB) issued a directive restricting operation of the Pw4000 powered B777 in Japanese airspace: The FAA have said they intend to issue an Emergency Airworthiness Directive: Boeing have issued a statement that:
Boeing is actively monitoring recent events related to United Airlines Flight 328. While the NTSB investigation is ongoing, we recommended suspending operations of the 69 in-service and 59 in-storage 777s powered by Pratt & Whitney 4000-112 engines until the FAA identifies the appropriate inspection protocol. Boeing supports the decision yesterday by the Japan Civil Aviation Bureau, and the FAA’s action today to suspend operations of 777 aircraft powered by Pratt & Whitney 4000-112 engines. We are working with these regulators as they take actions while these planes are on the ground and further inspections are conducted by Pratt & Whitney.
United Airlines Flight 328 is currently under NTSB investigation and Pratt & Whitney has dispatched a team to work with investigators. Pratt & Whitney is actively coordinating with operators and regulators to support the revised inspection interval of the Pratt & Whitney PW4000 engines that power Boeing 777 aircraft. Any further investigative updates regarding this event will be at the discretion of the NTSB. Pratt & Whitney will continue to work to ensure the safe operation of the fleet.
UK CAA has now issued an Operational Directive prohibiting operation of the Pw4000 powered B777 in UK airspace…
…made in the interests of continued safety of operation and to protect the public following a serious incident on 20 February 2021 involving a United Airlines Boeing 777 aeroplane, Flight 328, where the right-hand engine failed in flight following a suspected fan blade failure. A similar engine failure occurred to a Japanese Airlines Ltd Boeing 777 on 4 December 2020.
UPDATE 23 February 2021: The NTSB gave their first press briefing late on 22 February, unsurprisingly confirming the failure was contained and that the FBO was due to fatigue. The blade that failed near the root is being flown to a Pratt & Whitney facility for lab examination under NTSB supervision. The failure occurred 4 minutes into the flight at approximately 280 knots and 12,500 ft AMSL.
At this time the NTSB had not examined the maintenance records of the engine. The NTSB did release several new photographs:
Fan Blade Damage to Pratt & Whitney PW4077 of United Airlines Boeing 777-222 N772UA (Credit: NTSB)United Airlines Boeing 777-222 N772UA in a Hangar in Denver, CO After the FBO Event (Credit: NTSB)Fuselage Damage to United Airlines Boeing 777-222 N772UA (Credit: NTSB)
The FAA say they have been working “nonstop since Saturday afternoon” to “finalize a new emergency airworthiness directive”.
The FAA have issued EAD 2021-05-51 as an ‘interim action’ to an ‘unsafe condition’:
This AD applies to Pratt & Whitney Division (PW) PW4074, PW4074D, PW4077, PW4077D, PW4084D, PW4090, and PW4090-3 model turbofan engines, with a 1st-stage lowpressure compressor (LPC) blade, with part number 52A241, 55A801, 55A801-001, 55A901, 55A901-001, 56A201, 56A201-001, or 56A221, installed.
(1) Before further flight, perform a thermal acoustic image (TAI) inspection of the 1st-stage LPC blades for cracks using a method approved by the FAA.
(2) If any 1st-stage LPC blade fails the inspection…remove the blade from service and replace with a part eligible for installation before further flight.
It refers to Pratt & Whitney Alert Service Bulletin PW4G-112-A72-268, Revision No. 7, of 6 September 2018. This is the same ASB as referenced by the FAA’s earlier AD2019-03-01 effective 22 March 2019. The 2019 AD had a requirement to inspect blades that had accumulated 6,500 or more flight cycles since new using TAI within 500 flight cycles or 180 days, whichever occurs first. It then required a repetitive TAI “every time the engine is separated at the M-flange and the blades have accumulated 1,000 or more flight cycles since the last TAI inspection, not to exceed 6,500 flight cycles since the last TAI inspection”.
The Korean Ministry of Land, Infrastructure and Transport has issued a statement that they have…
…taken measures to prohibit the operation of B777 aircraft belonging to domestic airlines equipped with engines to be inspected, taking into account the issue of this emergency safety improvement order and subsequent improvement orders. All foreign aircraft were also banned from passing through Korean airspace and taking off and landing in Korea from 00:00 on the 25th. In addition, we plan to review the cancellation of measures such as the ban on operation in the future by comprehensively considering the implementation of complete and final improvement measures related to engine defects.
UPDATE 25 February 2021:Reuters report that the Denver fan blades had flown less than half the cycles until the next TAI inspection was due in accordance with the 2019 AD. They also say (our emphasis added):
On Monday, the FAA acknowledged that after a Japan Airlines (JAL) PW4000 engine incident in December it had been considering stepping up blade inspections that use thermal acoustic imaging to find signs of metal fatigue.
A risk-assessment meeting was held last week to discuss the issue before the United engine failed on Saturday, one of the sources said, confirming an earlier report by CNN. No decision had been imminent ahead of the United incident, the source added.
A spokeswoman for Pratt…said on Wednesday that fan blades would need to be shipped to its repair station in East Hartford, Connecticut, for the latest inspections, including those from Japan and South Korea.
Each engine has 22 blades that must be removed individually and each will take eight hours to inspect, FAA Administrator Steve Dickson told Bloomberg TV on Wednesday.
Two senior U.S. lawmakers on Wednesday said the FAA has failed to turn over a report to Congress on airline engine safety required under a 2018 law. Without the report, they wrote FAA Administrator Steve Dickson, it was impossible for anyone “to know whether the best practices and recommendations to improve airline engine safety could have helped to prevent the engine mishaps that have taken place since the October 2019 safety review.”
The letter cited other recent engine failures, including a December failure in Japan and the 2018 Southwest Airlines Flight 1380 failure of a CFM56-7B turbofan engine that led to the death of passenger after shrapnel shattered a window. The lawmakers added they were concerned any “recommendations to improve airline engine safety have been languishing for well over a year. Even more concerning is the potential missed opportunity to address similar airline engine safety issues before they occurred again.”
UPDATE 26 February 2021: It is reported that a new nacelle design was already underway and that the FAA EAD on the blades had a tougher compliance time than originally considered (pehaps because other nations were issuing safety directives). It is also suggested that Pratt and Whitney can only inspect 12 fan sets per month (264 blades).
UPDATE 5 March 2021: The NTSB issue their second update:
Initial examination of the right engine fire damage found it was primarily contained to the engine’s accessory components, thrust reverser skin, and composite honeycomb structure of the inboard and outboard thrust reversers. Both halves of the aft cowl appeared to be intact and undamaged, and all four pressure relief doors were found in the open position. The spar valve, which stops fuel flow to the engine when the fire switch is pulled in the cockpit, was found closed; there was no evidence of a fuel-fed fire. Examination of the engine accessories showed multiple broken fuel, oil, and hydraulic lines and the gearbox was fractured. Examination of the cockpit found that the right engine fire switch had been pulled and turned to the “DISCH 1″ position, and both fire bottle discharge lights were illuminated.
Initial examination of the right engine fan revealed that the spinner and spinner cap were in place and appeared to be undamaged. The fan hub was intact but could not be rotated by hand. All fan blade roots were in place in the fan hub, and two blades were fractured.
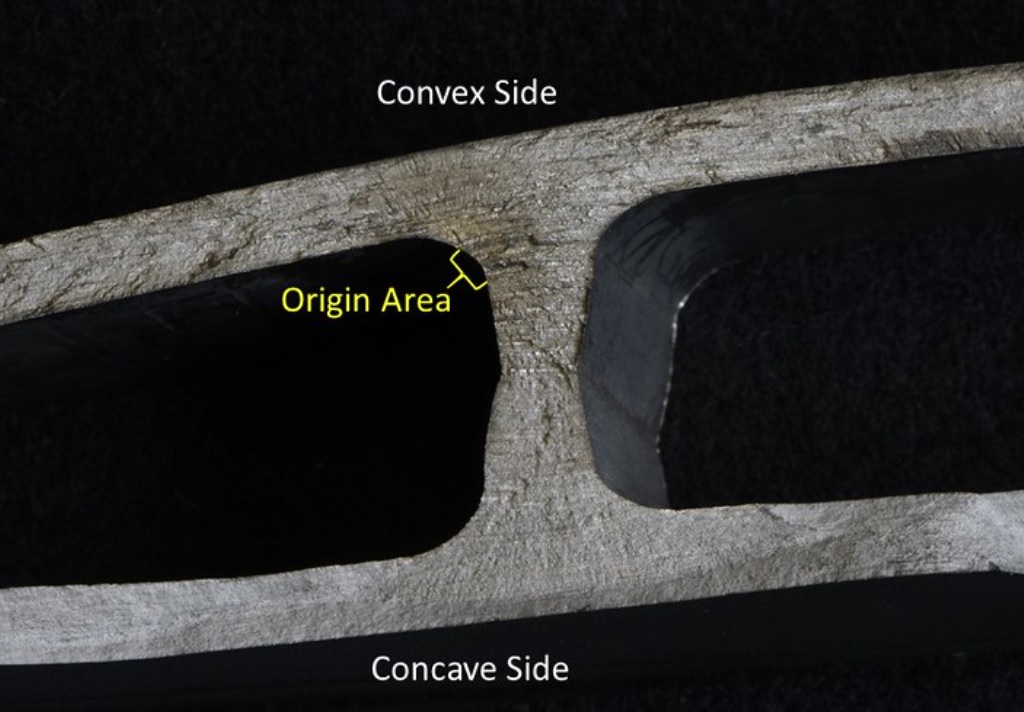
One fan blade was fractured transversely across the airfoil about 5 inches above the base of the blade at the leading edge and about 7.5 inches above the base of the blade at the trailing edge. The blade’s fracture surface was consistent with fatigue. A second fan blade was fractured transversely across the airfoil about 26 inches above the base of the blade at the leading edge and about 24 inches above the base of the blade at the trailing edge. The second blades fracture surfaces had shear lips consistent with an overload failure. The remaining fan blades were full length but all had varying degrees of impact damage to the airfoils.
The right engine fan blades were removed from the hub, and the blade that exhibited fractures consistent with fatigue was sent to the metallurgical laboratory at Pratt & Whitney for further examinations led by a senior NTSB metallurgist. Preliminary findings from the scanning electron microscope (SEM) examination have identified multiple fatigue fracture origins on the interior surface of a cavity within the blade. Efforts to further characterize the fracture surface, including identifying the primary origin and counting striations, are ongoing.
Fluorescent penetrant inspection [FPI] identified multiple secondary crack indications within an inch of the fracture surface in the same cavity as the fatigue failure origin, and SEM examination confirmed them as potential secondary cracks.
Fan Blade Fracture Surface Pratt & Whitney PW4077 of United Airlines Boeing 777-222 N772UA (Credit: NTSB)
Additional work is underway to further characterize the size and depth of the secondary cracks before attempting to open at least two of them for further examination. The NTSB metallurgy group also plans to analyze its chemical composition and the microstructure near the fracture surface.
On initial safety actions:
[O]n February 22, 2021, Pratt & Whitney issued Special Instruction 29F-21 providing revised thermal acoustic image (TAI) inspection threshold intervals to 1000 cycles for the first stage low pressure compressor (LPC) blades on the affected engines. On February 23, 2021, the FAA issued Emergency Airworthiness Directive 2021-05-51, which instructs owners and operators of Pratt & Whitney PW4077 and similar type engines to, before further flight, perform a TAI inspection of the first stage LPC blades for cracks and to remove the blade from service if it does not pass the inspection and replace the blade before further flight.
On service history:
An initial review of maintenance and inspection data for the blade that exhibited factures consistent with fatigue revealed that it had experienced 2,979 cycles since its last inspection. The subject blade underwent TAI inspections in 2014 and 2016. The TAI inspection data collected in 2016 was examined again in 2018 because of a February 13, 2018, incident involving a Boeing 777 with Pratt & Whitney PW4077 engines (DCA18IA092). The maintenance records group and the powerplants group are reviewing these inspection records to examine the presence and disposition of any anomalies in this TAI data near the fracture initiation point.
“JAL has decided to accelerate the retirement of all P&W equipped Boeing 777 by March 2021, which (was) originally planned by March 2022,” the Japanese airline said on Monday in a notice on its website. JAL said it would use newer AirbusA350s on domestic routes to Osaka’s Itami Airport and use international planes for other domestic routes to help maintain flight frequencies.
UPDATE 22 December 2021: The FAA has issued three proposed airworthiness directives. Reuters explain:
The FAA said it was calling for strengthening engine cowlings, enhanced engine fan-blade inspection and inspection of other systems and components. The directives will require corrective action based on inspection results.
United said the proposed directives “are a good outcome for our industry and United customers.” It added “many of the affected engines have already undergone these proposed inspections. We expect these aircraft to safely rejoin our fleet early next year.”
Boeing said in a statement it supports the FAA’s guidance on inspection requirements for Pratt & Whitney PW4000 engines “and will work with our customers and Pratt & Whitney through the process.”
Raytheon Technologies’s Pratt & Whitney said on Wednesday the inspection of fan blades was “already underway” and could “be performed in the field, on or near-wing by trained personnel.” It added the directive mandates “guidance Pratt & Whitney has provided to customers.”
In practice these are officially not published until 28 December 2021 but the ‘unpublished’ versions can be downloaded from the Federal Register:
Boeing: Docket No. FAA-2021-0962; Project Identifier AD-2021-00997-TThis proposed AD would require installation of debris shields on the thrust reverser (T/R) inner wall at the left and right sides of the lower bifurcation, inspection of the fan cowl doors for moisture ingression, repetitive functional checks of the hydraulic pump shutoff valves to ensure they close in response to the fire handle input, and corrective actions if necessary.
Flight Safety Foundation BARS Maintenance Observation Program (MOP)
Aerossurance worked with the Flight Safety Foundation (FSF) to create a Maintenance Observation Program (MOP) requirement for their contractible BARSOHO offshore helicopter Safety Performance Requirements to help learning about routine maintenance and then to initiate safety improvements:
Aerossurance can provide practice guidance and specialist support to successfully implement a MOP, which fills a gap in maintenance that in operations is filled by FDM and LOSA.
Aerossurance has extensive air safety, operations, airworthiness (including aero engine design, certification and maintenance), human factors, aviation regulation and safety analysis experience. For practical aviation advice you can trust, contact us at: enquiries@aerossurance.com





 The Japan Transport Safety Board (JTSB) has stated (in Japanese) that:
The Japan Transport Safety Board (JTSB) has stated (in Japanese) that:



 UPDATE 22 February 2021: The NTSB has issued its first statement on the Denver accident:
UPDATE 22 February 2021: The NTSB has issued its first statement on the Denver accident: The FAA have said they intend to issue an Emergency Airworthiness Directive:
The FAA have said they intend to issue an Emergency Airworthiness Directive: 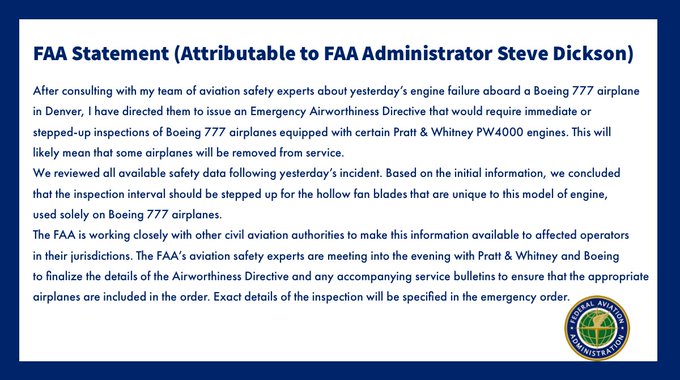 Boeing have issued a statement that:
Boeing have issued a statement that:



 Aerossurance can provide practice guidance and specialist support to successfully implement a MOP, which fills a gap in maintenance that in operations is filled by FDM and LOSA.
Aerossurance can provide practice guidance and specialist support to successfully implement a MOP, which fills a gap in maintenance that in operations is filled by FDM and LOSA.