Uncontained CF6-80 Failure: American B767-300 28 Oct 2016
UPDATED 30 January 2018 with NTSB Probable Cause (below in red)
The US National Transportation Safety Board (NTSB) has issued a press release on the accident to Boeing 767-300 N345AN operating American Airlines Flight AA383, from Chicago-O’Hare International Airport, Illinois to Miami International Airport in Florida on 28 October 2016.
The aircraft suffered an uncontained failure of the right-hand GE CF6-80C2B6 High Pressure Turbine (HPT) Stage 2 disc during the take-off roll on runway 28R and a subsequent fire.

Recovered GE CF6-80C2B6 HPT2 Disk Pieces (Credit: NTSB)
An emergency evacuation of the 161 passengers and nine crew members followed with 21 minor injuries reported. UPDATE 23 March 2017: The NTSB preliminary report now states there were 1 serious and 18 minor injuries. https://twitter.com/ABC/status/792100110490492928
NTSB Initial Update
The airplane experienced an uncontained failure of the right engine about 6,550 feet from runway 28R threshold, and came to a full stop about 9,225 feet from runway 28R threshold. Preliminary FDR data show that the right engine failure occurred at an airspeed of about 128 knots with the engine operating at takeoff power. Approximately two seconds after the engine failure, at an airspeed of about 134 knots, the left and right engine throttle lever angles decreased rapidly. Coincident with the throttle movement, brake pressure rose in a manner consistent with maximum autobrake application; the auto speedbrakes were extended. The aircraft rapidly decelerated, coming to a stop about 25 seconds after the throttle reduction. As a result of the uncontained engine failure, a fuel leak resulted in a pool fire under the right wing. Airport Rescue and Fire Fighting personnel began applying foam within 2 minutes 51 seconds of being notified of the emergency. The right engine stage 2 high pressure turbine disk fractured into at least 4 pieces (locations A, B, C, and D on figure). One piece went through the inboard section of the right wing, over the fuselage and into a UPS warehouse facility (location A).

The majority of the stage 2 disk was recovered and sent to the NTSB laboratory in Washington, DC for examination. The disk had 10,984 cycles and had a life limit of 15,000 cycles. One of the fractures exhibited features consistent with fatigue cracking initiating at an internal inclusion near the forward side of the hub’s inner bore. Engine and wing debris were found in the area around the gouge mark on the runway.

Fatigue Crack (Credit: NTSB)
Investigation Activity
NTSB Senior Air Safety Investigator Lorenda Ward, the Investigator-in-Charge, is leading a team with expertise in the areas of airworthiness, powerplants, structures, survival factors, maintenance records, flight recorders and metallurgy. The flight data recorder and the cockpit voice recorder were transported to the NTSB Recorder Laboratory where the information from each was downloaded. Parties to the investigation include the Federal Aviation Administration, American Airlines, Allied Pilots Association, The Boeing Company, General Electric Engines, the Transport Workers Union of America and the Association of Professional Flight Attendants. Daily progress meetings are being held and the final documentation and examination of the airplane and engine continues in Chicago; the on-scene team plans to finish work by this weekend. All members of the cabin crew has been interviewed. 3-D imaging of the damage to the right wing has been completed.
Damaged Wing of AA B767-300 N345AN (Credit: unknown)
Damaged Wing of AA B767-300 N345AN (Credit: unknown)
Review of the engine maintenance and manufacturing records and processes are ongoing. Ongoing metallurgical examinations of the disk will focus on detailed characterization of the inclusion and the fracture surfaces.


UPDATE 8 November 2016: FedEx grounds one plane over GE engine part concern. Reuters report that:
Engine-maker GE on Friday alerted airlines about a small number of parts under investigation following American Airlines Flight 383, which caught fire on Oct. 28. The parts were made from the same lot of alloy as a turbine disk used by American, which GE subsequently discovered had a “material anomaly.”
UPDATE 6 July 2017: Panicked American Airlines passengers demanded evacuation from fiery jet, records show
The U.S. National Transportation Safety Board released more than 500 pages of investigative reports Thursday detailing how a metallurgical flaw led to a violent right engine failure, a fire that raged outside the plane, and the ensuing evacuation. The NTSB documents include technical reports on the crew’s performance, the failure in the engine, and the evacuation. They stop short of reaching any conclusions about the causes of the incident, which will be issued later. Flight attendants described a chaotic scene as they at first tried to prevent an evacuation because the plane’s left engine was still operating and was buffeting one of the escape slides. They relented after smoke began filling the cabin, and some of the passengers were blown to the tarmac by the blast of air from the working engine while they attempted to evacuate, according to the investigative reports. A rotating disk within the General Electric Co. CF6-80 engine had an “internal inclusion,” meaning foreign debris became embedded within the nickel- and chromium-based alloy designed to withstand the heat and high stresses of a jet engine, according to the NTSB.
NTSB Airworthiness Group Chairman’s Factual Report 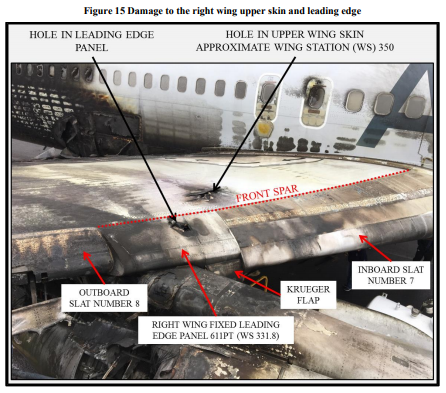 NTSB Powerplant Group Chairman’s Factual Report
NTSB Powerplant Group Chairman’s Factual Report
The NTSB Materials Laboratory in Washington D.C. as well the GE Aviation Materials Laboratory facility in Evendale, Ohio conducted a metallurgical examination of the high pressure turbine stage 2 disk fragments. The results of the metallurgical examination revealed a subsurface production material anomaly located near the bore of the disk from which multiple cracks initiated; cracks propagated in a manner consistent with low-cycle fatigue, both radially inward toward the disk bore, as well as radially outward toward the disk blade slots.
Metallographic examination indicated no apparent voids/cracks between the anomaly and the rest of the parent material matrix. The NTSB and GE conducted striation density estimates, a technique to estimate the approximate number of stress cycles from crack initiation to failure on the various cracks initiating and propagating from the production material anomaly. A review of the maintenance records indicated that American Airlines had inspected the event disk using an eddy current inspection technique 3,057 cycles prior to the event; eddy current inspection is essentially a surface and near-surface inspection. Since the crack initiation was subsurface, the various cracks propagated in different and opposite directions from the material anomaly, and with the initiation times for each crack unknown, it could not be positively determined when any of the cracks breached the disk surface. Evaluation of the cracks revealed a steep decrease in striation density as the cracks progressed away from the origin, which GE stated was consistent with higher alternating stress, low-cycle fatigue crack propagation mechanisms. The fracture surface beyond the striated region had a dimpled morphology, consistent with tensile overload. The high pressure turbine stage 2 disk was made of Inconel alloy 718; bulk chemistry and hardness traverses confirmed that the parent material met the chemistry and hardness requirements. Additional analysis of the material anomaly identified it as a ‘discrete white spot’ that is associated with a step in the ingot production process. The material anomaly was further classified as a ‘discrete dirty white spot’ due to its composition; ‘discrete dirty white spots’ are associated with clusters of micron-sized oxide, nitride, and/or carbonitride particulates.
The disk was produced using a triple-melt process that incorporated vacuum induction melting (this first process is often referred to as the Master Heat), electroslag remelting, and vacuum arc remelting in that order to create the ingot. The ingot went through a mechanical and thermal conversion process to create the billet; it is from the billet that the final forged disk was produced. Historical production and testing results on the triple-melt process indicate that the ‘discrete dirty white spot’ is an inherent infrequent characteristic of the vacuum arc remelting process. TDY Industries, LLC, doing business as ATI Specialty Materials, was the melter (supplier) that created the ingot/billet from which the event high pressure turbine stage 2 disk was forged. From Master Heat FA94, five ingots/billets were produced and identified as FA94-1, FA94-2, FA94-3, FA94-4, and FA94-5; FA94-2 was the ingot/billet from which the event disk was manufactured. Review of the ATI production records for Master Heat FA94 did not reveal or identify any material anomalies or deviations from the approved process. GE conducted a review of ATI production records for other Master Heats created at the same time as the event Master Heat FA94 and found no evidence to suggest that the event Master Heat FA94 was processed any differently to account for the ‘dirty white spot’. A review of the production records for FA94-2 did not reveal or identify any anomalies or deviations from the approved process nor any anomalies in the material. Thirty-six parts, including the failed event disk, serial number MUNBB592, were produced from Master Heat FA94. Eight parts (not including the failed disk) from Master Heat FA94 were either in flying status, available for installation into an engine/airplane, or were scrapped but not yet destroyed; all eight were sent to GE for inspection. GE performed high-resolution ultrasonic inspections on all eight parts and found no defects. The high-resolution ultrasonic inspection technique employed by GE has a greater detection sensitivity than what was available at the time the event billet and disk were produced. The remaining 27 pieces (not including the event disk) produced from Master Heat FA94 were either scrapped (19 prior to the event) or in industrial power generation applications and were not removed for inspection (8). Based on this event, GE plans to issue two service bulletins: Service Bulletin 72-1562 for the CF6- 80C2 engine model and Service Bulletin 72-0869 for the CF6-80A engine model. Service Bulletin 72-1562 calls for an ultrasonic inspection of all CF6-80C2 high pressure turbine stage 1 and 2 disks produced before the year 2000. Since HPT stage 2 disks used in the CF6-80C2 engine can also be used on the CF6-80A (dual certificated), Service Bulletin 72-0869 will incorporate the same inspection requirements (ultrasonic inspection) and subpopulation (disks produced before the year 2000) as planned for Service Bulletin 72- 1572. Service Bulletins 72-1562 and Service Bulletin 72-0869 are anticipated to be released by the end of June 2017 and August 2017, respectively. The Federal Aviation Administration has indicated that it may issue Airworthiness Directives mandating the intent of the service bulletins to ultrasonically inspect all CF6- 80C2 high pressure turbine stage 1 and 2 disks produced before the year 2000 and CF6-80A high pressure turbine stage 2 disks produced before the year 2000.
NTSB Operational Factors/Human Performance Group Chairman’s Factual Report https://youtu.be/ftlGKrN1BY0 Coincidentally, the public docket was released on the 21st anniversary of an accident where a Delta Air Lines MD-88 JT-8D suffered an uncontained engine failure on takeoff, from Pensacola, FL, killing 2 passengers.
UPDATE 6 August 2017: Newly released video shows plane’s engine exploding on O’Hare runway
UPDATE 21 December 2017: The NTSB will hold a Board meeting to determine the probable cause on 23 January 2018. [Note subsequently delayed by a US Government shut down].
UPDATED 30 January 2018 The NTSB determine the Probable Cause: The NTSB say:
Through extensive examination of the disk fragments at the NTSB lab in Washington investigators determined there was a subsurface defect in the disk at the time of manufacture. Because of the nature of the defect and the limits of inspection methods, the NTSB concluded the defect was likely undetectable when the disk was produced in 1997.
Investigators further determined the defect had been propagating microscopic cracks in the disk for as many as 5,700 flight cycles – one takeoff and one landing – prior to the accident. Although the disk had been inspected in January 2011, the NTSB said the internal cracks were also most likely undetectable at that time because the current required inspection methods are unable to identify all subsurface defects.
The NTSB refer to earlier research hat describe such detects as ‘stealth anomalies’.
On the handling of the emergency and evacuation they comment:
…the pilots made the appropriate decision to abort the takeoff and shut down the damaged engine. Because the pilots were working with a checklist that didn’t differentiate between an engine fire in the air from one on the ground, the undamaged engine was not immediately shut down. The passenger who was seriously injured sustained those injuries as a result of evacuating the airplane, as directed by a flight attendant, and encountering jet blast from the engine that was still running.
[There were] numerous problems with the evacuation, including a lack of communication between the flight deck and cabin crew, deviation by a flight attendant from emergency evacuation procedures, and the crew’s lack of coordination following the evacuation.
The NTSB also noted the flight attendants, who had difficulty using the aircraft interphones to communicate with the cockpit and passengers, were inadequately trained by American Airlines on the different interphone systems installed in its planes.
Video of the evacuation as well as accounts by flight attendants revealed many passengers disregarded pre-flight safety
Probable Cause
The NTSB determines that the probable cause of this accident was the failure of the HPT stage 2 disk, which severed the main engine fuel feed line and breached the right main wing fuel tank, releasing fuel that resulted in a fire on the right side of the airplane during the takeoff roll.
The HPT stage 2 disk failed because of low-cycle fatigue cracks that initiated from an internal subsurface manufacturing anomaly that was most likely not detectable during production inspections and subsequent in-service inspections using the procedures in place.
Contributing to the serious passenger injury was (1) the delay in shutting down the left engine and (2) a flight attendant’s deviation from company procedures, which resulted in passengers evacuating from the left overwing exit while the left engine was still operating.
Contributing to the delay in shutting down the left engine was (1) the lack of a separate checklist procedure for Boeing 767 airplanes that specifically addressed engine fires on the ground and (2) the lack of communication between the flight and cabin crews after the airplane came to a stop.
New Safety Recommendations
To the Federal Aviation Administration:
1. Establish and lead an industry group that evaluates current and enhanced inspection technologies regarding their appropriateness and effectiveness for applications using nickel alloys, and use the results of this evaluation to issue guidance pertaining to the inspection process for nickel alloy rotating engine components.
2. Require subsurface in-service inspection techniques, such as ultrasonic inspections, for critical high-energy, life-limited rotating parts for all engines.
3. Revise Advisory Circular (AC) 20-128A, “Design Considerations for Minimizing Hazards Caused by Uncontained Turbine Engine and Auxiliary Power Unit Rotor Failure,” based on an analysis of uncontained engine failure data since the time that the AC was issued, to minimize hazards to an airplane and its occupants if an uncontained engine failure were to occur. The revised AC should include modifications to the accepted design precautions for fuel tanks given the fires that have occurred after uncontained engine failures.
4. When approving the operating procedures of a 14 Code of Federal Regulations Part 121 air carrier, require operators to develop and/or revise emergency checklist procedures for an engine fire on the ground to expeditiously address the fire hazard without unnecessarily delaying an evacuation.
5. Develop and issue guidance to all air carriers that conduct passenger-carrying operations under 14 Code of Federal Regulations Part 121 regarding (1) discussing this accident during recurrent flight attendant training to emphasize the importance of effectively assessing door and overwing exits during an unusual or emergency situation and (2) providing techniques for identifying conditions that would preclude opening exits, including an operating engine.
6. Review the training programs of all 14 Code of Federal Regulations Part 121 operators and make changes as necessary to ensure that the programs provide flight attendants and flight crews with training aids and hands-on emergency scenarios that account for the different interphone systems that air carriers operate.
7. Conduct research to (1) measure and evaluate the effects of carry-on baggage on passenger deplaning times and safety during an emergency evacuation and (2) identify effective countermeasures to reduce any determined risks, and implement the countermeasures.
The NTSB also reiterated two recommendations to the FAA on emergency evacuations.
To Boeing:
8. Work with operators as required to develop and/or revise emergency checklist procedures for an engine fire on the ground to expeditiously address the fire hazard without unnecessarily delaying an evacuation.
To American Airlines:
9. For all airplanes that you operate, review existing engine fire checklists and make changes as necessary to ensure that the procedures would expeditiously address engine fires occurring on the ground without unnecessarily delaying an evacuation.
UPDATE 30 August 2018: The FAA have published an AD requiring an ultrasonic inspection for cracks in HPT 1 and 2 disks on certain CF6-80 engines following his accident.
UPDATE 12 August 2020: 2016 engine failure prompts study of ‘high-energy’ engine parts, GE enhances inspections The Aerospace Industries Association (AIA) has commenced a study that will examine the durability of rotating engine components. GE says it is already improving inspections with an Enhanced Life-Limited Part Inspection Program applied to discs” in CF6s and CFM56s, and GEnx, which power 787s and 747-8s.
The enhanced inspections will take place during engine overhauls and include “eddy-current or borescope-fluorescent penetrant inspections of spool cavities”. They will also include “immersion ultrasonic” inspections of high-pressure turbine disks, fan disks and forward outer seals, GE says. “Technologies have changed over the years and our understanding of our parts has improved,” says the engine maker. “This enables us to develop enhanced inspections which will improve the long-term reliability of our products.” Affected GE and CFM engines will undergo enhanced inspections during overhauls with no changes to maintenance intervals, says GE. The company is also performing the enhanced inspections on new-built engines.
Other NTSB Information
See also:
Presentations:
- Opening Statement – Chairman Robert L. Sumwalt
- Investigator-in-Charge presentation—Lorenda Ward
- Powerplants and Metallurgy presentation—Pierre Scarfo and Dr. Donald Kramer
- Operations and Survival Factors presentation—Capt. Shawn Etcher and Pete Wentz
- Closing Statement – Chairman Robert L. Sumwalt
Other Resources
Aerossurance has examined a number of other engine events including:
- Uncontained CFM56-7 Failure: Southwest B737-700 27 August 2016
- Machining Defect Cause of V2500 Failure
- B787 GEnx Fan Shaft Failure
- Uncontained PW1524G Failure During CS100 Certification Testing
- Micro FOD: Cessna 208B Grand Caravan Engine Failure & Forced Landing
- UPDATE 26 March 2017: Cessna 208 Forced Landing: Engine Failure Due To Re-Assembly Error
- UPDATE 2 April 2017: NTSB Recommendations on JT15D Failure to Meet Certification Bird Strike Requirements
- UPDATE 4 August: 2018: US HEMS EC135 Dual Engine Failure: 7 July 2018
- UPDATE 6 May 2020: CFM56-7 HPC Titanium Fire Due to VSV Maintenance Assembly Error (United Boeing 737-924)
- UPDATE 10 June 2020: B767 Fire and Uncommanded Evacuation After Lockwire Omitted
- UPDATE 22 July 2020: NDI Process Failures Preceded B777 PW4077 Engine FBO
- UPDATE 10 November 2020: King Air 100 Uncontained TPE331-6 Failure – Inappropriate Repair Scheme
- UPDATE 13 November 2021: Bell 407 Rolls-Royce 250-C47B Uncontained Engine Failure after Bearing Failure
UPDATE 7 July 2020: Updated RAeS Passenger Evacuation Paper now available
Aerossurance was pleased to sponsor the 2017 European Society of Air Safety Investigators (ESASI) 8th Regional Seminar in Ljubljana, Slovenia on 19 and 20 April 2017. ESASI is the European chapter of the International Society of Air Safety Investigators (ISASI).
Recent Comments