On 4 April 2016 Bell206LN16760 suffered an engine power loss and crashed near Pigeon Forge, TN. The helicopter was operated by Smoky Mountain Helicopters as a Part 91 local air tour flight. In such cases the operator is approved by the FAA to conduct air tours within 25 statute miles of the departure airport under Part 91.147, a rather basic requirement with few obligations compared to Part 135 (Air Taxi).
There was no distress call. According to the US National Transportation Safety Board (NTSB) safety investigation:
The helicopter initially impacted trees near the top of a ridge at an elevation of about 1,100 ft mean sea level and came to rest in a wooded area near the bottom of the ridge.
Bell 206L N16760 Accident Site (Credit: NTSB)
A post crash fire ensued. The pilot and four passengers were fatally injured:
According to the autopsy reports, all five helicopter occupants suffered blunt force injuries, but three of the five died primarily from thermal injuries; one died as a result of combined thermal and blunt force injuries (pilot); and one died as a result of blunt force injuries.
Investigation
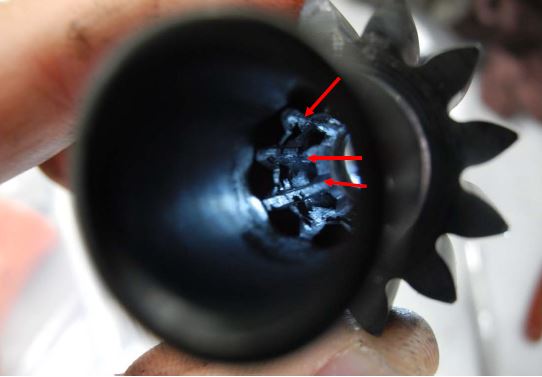
Examination of the engine fuel pump showed that the small splines of its drive shaft…
… exhibited evidence of severe damage, with significant portions of the spline teeth missing material. The drive shaft spacer exhibited thermal distress and indentations consistent with contact with the internal splines of the drive gear.
Anomalous spline damage observed on the small splines of the drive shaft (red arrows) and indentations observed on the drive shaft spacer (yellow arrows). (Credit: NTSB)
Remnant pieces consistent with the retaining clip, which is normally installed on the spline relief on the drive shaft small splines, were not observed during disassembly but were later identified via photographs taken during the examination…
Remnant pieces consistent with the retaining clip (red arrow) (Credit: NTSB)
The internal splines of the drive gear also exhibited evidence of severe damage, with significant portions of the spline teeth missing material.
Anomalous spline damage observed on the internal splines (red arrows) (Credit: NTSB)
The disassembled fuel pump was subject to further lab examination:
The hardness and material composition of the drive shaft and drive gear met required specifications. Remnant material on the drive shaft and drive gear splines were similar to mineral-oil-based/soap-thickened lubricants.
The illustrated parts list for the fuel pump found in the CMM [component maintenance manual] allowed for 11 different drive shaft spacers of different sizing. According to the CMM, measurements taken during assembly of the drive shaft to the pump assembly are used to select proper drive shaft spacer thickness. The drive shaft spacer installed on the accident fuel pump drive shaft was consistent with a P/N 215981-8 spacer, about 0.240 inches thick.
The drive shaft spacer installed on the drive shaft (red bracket) (Credit: NTSB)
According to the original build record from the manufacture of the fuel pump, dated September 1985, a spacer with a thickness of 0.120 inches was originally installed. Records of fuel pump overhaul preceding the last overhaul were not available, and it could not be determined whether other spacer sizes were used throughout the operational history of the accident fuel pump. In addition, it could not be determined whether the drive shaft, drive gear, and driven gear were original to the fuel pump or, if previously replaced, when the replacement occurred.
Overhaul personnel said they had seen similar wear “but not to the severity of the wear observed on the drive shaft from the accident fuel pump”. They had seen such wear “about 4 or 5 times” since 2008, and “a lack of lubricant or corrosion was associated with the spline wear”.
NTSB Analysis
The wear on the splines was likely accelerated due to a lack of grease. Remnant material on the fuel pump splines was consistent with grease being present at some time on the drive gear and drive shaft splined connection, but it could not be determined if it was from the last overhaul which was performed about 8 years and 1,078 flight hours before the accident or from an earlier overhaul.
Drive gear spline impressions on the drive shaft spacer were consistent with an erroneously selected spacer. The incorrectly-sized spacer could have resulted in a gap between the spacer and drive gear that provided a path for grease that was applied on the splines to escape.
According to records from the most recent fuel pump overhaul and the overhaul facility, the spacer was not replaced during the last overhaul. Because overhaul records preceding the most recent fuel pump overhaul were not available, it could not be determined when the incorrectly-sized spacer was introduced into the fuel pump assembly.
Following an inflight loss of engine power, an autorotative landing can be accomplished if the pilot successfully enters the autorotation, the helicopter has adequate altitude and airspeed, and rotor rpm is managed throughout the autorotative descent. The lack of crash-resistant data and cockpit image recorders, radar data, or surveillance videos precluded determination as to why the pilot was not able to successfully complete an autorotation.
NTSB Probable Cause and Findings
The NTSB determined the probable cause to be:
An inflight loss of engine power due to a failure of the engine fuel pump, which resulted in a collision with trees and terrain during the subsequent autorotation. The failure of the engine fuel pump resulted from the absence of adequate grease leading to accelerated spline wear within the fuel pump.
Post Crash Fire
Based on the described injuries in the autopsy reports, the accident was likely survivable for the pilot and one passenger had they received immediate emergency treatment and not been subject to a postcrash fire.
Bell 206L N16760 Wreckage (Credit: NTSB)
One of the passengers would not have survived based on their injuries. The investigation was unable to determine whether two of the passengers would have been able to survive their injuries had they not been subject to a postcrash fire.
The NTSB explain that:
On October 3, 1994, the FAA introduced improved fuel system crash resistance standards for normal category helicopters via Amendment 27-30 to Part 27 of the Federal Aviation Regulations. The standards for fuel system crash resistance, 14 CFR27.952, are intended to minimize fuel spillage near ignition sources in order to increase the evacuation time available for crew and passengers to escape a postcrash fire. The improved crash resistance standards were not retroactively applicable to either existing helicopters or newly manufactured helicopters whose certification basis and approval predated the effectivity of Amendment 27-30.
The Bell 206L model was type certificated in September 1975 under type certificate data sheet No. H2SW. The accident helicopter was not manufactured, nor was it required to be manufactured, with a fuel system meeting the provisions of 14 CFR27.952.
According to Bell Helicopter, the 206L helicopter was originally equipped with a thin-wall bladder-type fuel cell. These original fuel bladders were not nor were they required to be drop-tested. Additionally, although frangible structural interfaces were used at major interfaces, such as the filler cap adapter, the vent and fuel feed lines were rigid tubes.
In March 1994, Bell Helicopter released Service Instruction No. BHT-206-SI-2043 to improve the crash resistance of the original fuel system for 206L and 206L-1 helicopters via incorporation of a retrofit kit.
While this retrofit kit was not certified to the provisions of 14 CFR 27.952, it introduced fuel bladders with a higher puncture resistance than the original fuel bladders, replacement of rigid interconnect tubes with stainless steel braided hoses, and frangible structural attachments to the fuel bladders. Additionally, the improved fuel bladders were drop-tested at 80% capacity from a height of 50 ft.
According to Bell Helicopter, the retrofit kit has been available since 1994, but they did not have a record of selling one of these retrofit kits. A review of the helicopter’s maintenance history revealed no record of modifications to the original fuel system to improve its crash resistance.
We have looked at the poor culture of an air tour operator, weak FAA supervision and poor selection by ticket sellers (in that case cruise ship operators) here: All Aboard CFIT: Alaskan Sightseeing Fatal Flight
For Rotors Grease is the Word We look at two helicopter accidents were the absence of grease was critical. Both highlight the importance of maintenance standards and avoiding maintenance errors.
Wasp Stung By Lack of Lubrication An ex-military Wasp helicopter crashed out of control. The military Maintenance Schedule assumed 200FH pa and an MGB overhaul ever 600FH. This MGB was fitted for 429 hours over 20 years.
Aerossurance has extensive air safety, flight operations, airworthiness, human factors, aviation regulation and safety analysis experience. For practical aviation advice you can trust, contact us at: enquiries@aerossurance.com